钢桶生产线的设计(5)
杨文亮
(五)夹持装置和机械手
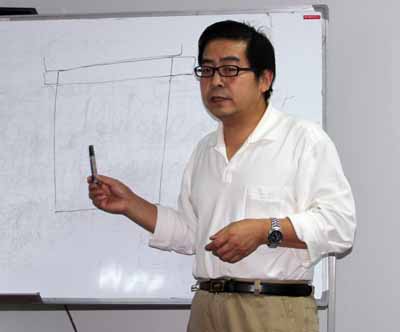
在自动生产线上有时需要采用某些专用的夹持装置或机械手抓取桶件,以完成空间位置上的输送等复杂运作。这些夹持装置运作应该灵活可靠、自动化程度高。例如桶身成形机上的夹持升举装置和立式生产线上桶身的夹持输送装置等都是为了将桶件送到制桶设备的准确加工位置。缝焊机前卷圆的钢板上料机械手是为了将钢板分张并准确输送到卷圆辊中间的装置。在钢桶涂装生产线的悬挂输送系统中,钢桶、桶身、桶底盖等的挂具也是最常见的夹持装置。在自动化钢桶生产线上,这些夹持装置和机械手应用非常广泛,对自动化生产起着非常重要的作用。
夹持装置或机械手夹爪应满足以下基本要求:
(1)必须能可靠的抓紧桶件;
(2)不会抓伤桶件也不使桶件变形;
(3)抓料时不能使桶件的原有顺序打乱;
(4)遵循小型、轻量、坚固的原则,力求结构简单。
依据人手抓取桶件的原理,夹持装置可大致归纳为如下几种类型(如图21所示):
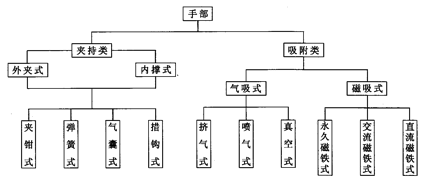
图21 夹持装置的类型
如图22所示为常见的滑槽杠杆式夹爪。常用于桶件的悬挂输送的挂具。
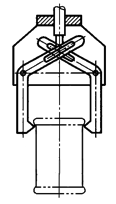
图22 滑槽杠杆式夹爪

夹持装置实例
如图23所示为常见的气吸式机械手。多用于钢桶生产线上钢板的分张输送。它是借真空泵抽去吸盘内腔的空气,以产生负压而吸持钢板的。
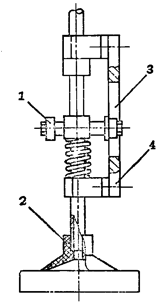
图23 气吸式机械手
1-控制滚轮;2-橡胶吸盘;3、滑槽;4-支架

气吸式机械手实例
(六)储存装置
当自动生产线各主机的生产节拍出现了不平衡状态,或者某台主机需更换材料、调整有关机构、遇有故障而停车时,为了保证全线正常工作,必须在自动生产线中设置相应的中间储存装置,使其变成柔性或半柔性的自动生产线,以利于提高生产率和产品质量。
例如钢卷板开卷校平下料生产线上,前段的开卷校平为连续生产,而后段下料主机则常为间歇生产,为了使前后段生产线节拍平衡,一般在中间部分设置一个缓冲装置,使前后主机都能不间断的工作。如图24所示。
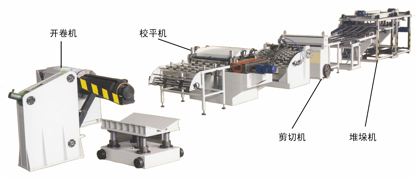
图24 开卷校平生产线储存装置

储存装置实例
如图25所示为用于桶底盖自动生产线上的封闭器法兰输送兼储存的中间装置。从法兰整理工序来的法兰经输送滑道进入转盘内,然后沿着螺旋导轨由里向外移动,再按固定的节拍输送到法兰与桶盖的压合工序。由于主轴转速可无级调节,有助于适应前后主机生产能力的变化,并合理控制输出时间。
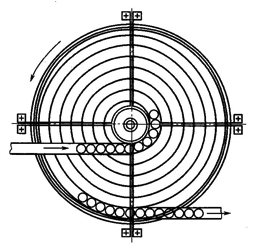
图25 转盘式型储存装置简图
四、钢桶自动生产线的生产率
(一)自动生产线的生产率
1、挠性生产线的生产率

式中:Q-生产率;TK-基本生产工艺时间;Ti-辅助时间;∑Tn-循环外损失时间之和。
2、刚性生产线的生产率

式中:Q-生产率;TK-基本生产工艺时间;Tf-辅助时间;Tn-循环外损失时间;q-生产线中生产主机的台数。
(二)影响生产线生产率的因素
1、刚性顺序组合自动钢桶生产线的实际生产率,随生产线主机台数的增加,生产率相应提高,但不是简单的正比关系。当台数增加到一定数量后,再增加主机台数,生产率反而下降,主要因为循环外时间损失成为影响生产率的主要因素。
2、挠性自动生产线,随着主机台数的增加,生产率初始提高得很快,随后变得缓慢,直至稳定。在循环外时间损失相同的条件下,挠性自动生产线的生产率总是高于刚性生产线。
3、半挠性生产线期分段数对生产率有影响。自动生产线分段时应有利于减少循环外时间损失,提高生产率。
(三)提高生产线生产率的途径
为了提高生产线的生产率,必须认真分析影响生产率的主要因素,从而采取相应的措施,以提高生产线的生产率。
1、从生产率公式中可以看出,减小TK、Tf、∑Tn,可以提高生产率。为此,设计时应尽量使辅助时间Tf与基本生产工艺时间TK重合,合种空程时间互相重合或部分重合。
2、增加制桶主机的台数可提高生产线的工作速度,缩小调整、维修时间。
3、采用先进设备,提高设备本身的可靠性,减少调整、维修时间。
4、采用连续性制桶设备,尽可能减少或消除辅助操作时间。
5、将工艺时间较长的制桶工序用若干台制桶机并联完成,或者分散在若干个工位上联合完成。
6、定期对设备进行检修和保养,可减少设备的事故次数。
7、设置必要的自动检测系统。实行自动诊断、自动排除、自动报警和自动保护等,减少因事故造成的停机损失。
8、提高生产和组织者的操作、管理水平,尽量消除人为因素造成的影响和损失。
五、钢桶典型生产线实例解析
(见中国钢桶包装网“网上教程”栏目相关专题)
相关链接:
钢桶全自动生产线实例解析
钢桶生产线设计(1)
钢桶生产线设计(2)
钢桶生产线设计(3)
钢桶生产线设计(4)
钢桶生产线设计(5)

