钢桶生产线的设计(4)
杨文亮
(二)分流装置
在钢桶自动化生产工序中,遇到下列情况时,需要设置分流装置:
(1)送料装置工作能力大,需同时向几台制桶设备送料;
(2)从生产能力大的制桶设备向生产能力较小的制桶设备输送桶件;
(3)把通过自动检测设备的桶件分为合格品和不合格品分路输出;
(4)把桶件和废料(下角料)分路输出。
平面布局为并联式或混联式的自动生产线,必须配备有相应的分流装置。它可将输送带上的物品有规律地分配到若干条并联式输送带上,再转运到后续机位。
分流装置的类型有很多,一般常见的有多列板链式和转向滚轮式等。
1、多列链带式
如图15所示为多列链带式分流装置,结构简单,兼有中间储存作用,桶件能转向90°,适用于钢桶成品或桶身的分流输送。常用于钢桶喷漆后单排输送向多排烘干炉中分流输送,或成品桶向多路储存库或装卸场地输送等。多列链带也可用动力滚道实现。
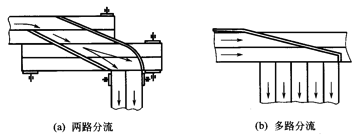
图15 多列链带式分流装置
2、转向滚轮式
如图16所示为转向滚轮式分流装置,传动结构较为复杂,适合于桶底盖分流,也可用于钢桶成品的分流等。
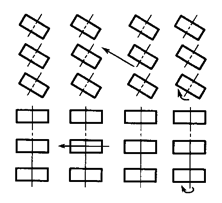
图16 转向滚轮式分流装置
(三)合流装置
对平面布局为并联及混联的自动生产线,配置合流装置也是必不可少的,以便将若干台并列主机输送出来的钢桶产品,通过适当的合流装置,使其汇集到一条输送线上供后续工序完成另外的生产作业。例如由多排油漆烘干炉出来的钢桶,要进入单排丝网印刷机进行印刷,就需要合流装置。如图17为常见的挡板式合流装置。
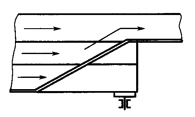
图17 挡板式合流装置

合流装置实例
(四)变向装置
应工艺路线与设备布局的要求,需改变输送中的桶件的运动方向或姿态,如转弯、转向、翻身、调头等单独运作或组合动作。
1、转弯
转弯是使输送中的桶件在水平面内绕某一垂直轴线转过一定角度(多为90°或180°)。从而改变运动方向但重心位置不变。如图18为常用的几种转弯装置简图。
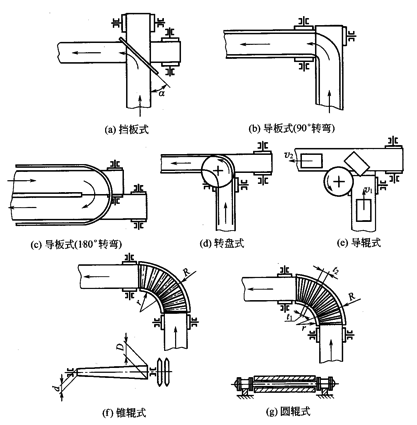
图18 转弯装置简图

转弯装置实例
2、转向和调头
转向和调头的换向方式是在输送过程中使桶件绕通过重心的垂直轴线回转一定角度(多为90°或180°),并保持原输送的方向及重心位置不变。通常,为了满足自动生产线上主机的进料等后续工序的需要而设置这种装置。常用于一些单头制桶设备的工序间调头或转向输送,也用于一些设备进料方向变化的转向要求。如图19所示为常用的转向装置示意图。
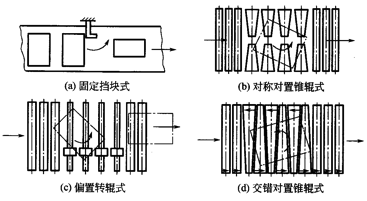
图19 转向装置简图
3、翻转
翻转是将桶件绕水平轴线回转一定角度(多为90°),桶件重心位置有变化,但运动方向通常不变。通常为满足自动生产线后续主机的进料需要而设置这种装置。常用于将卧式中段制桶生产线上的钢桶翻转为立式,以适用于立式涂装生产线的进料。也常用于立式涂装生产线结束时将立式的钢桶翻转变为卧式以适用于卧式丝网印刷机的进料。如图20所示为常见的卧式输送的钢桶翻转为立式输送的典型装置。
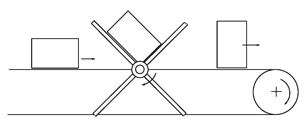
图20 钢桶翻转装置简图
相关链接:
钢桶全自动生产线实例解析
钢桶生产线设计(1)
钢桶生产线设计(2)
钢桶生产线设计(3)
钢桶生产线设计(4)
钢桶生产线设计(5)

