钢桶生产线的设计(2)
杨文亮
二、钢桶生产线工艺路线与设备布局
(一)工艺路线设计
1、工艺路线设计的原则
制桶工艺路线是钢桶自动生产线总体设计的依据,它是在调查研究和分析的基础上确定的。设计制桶工艺路线时,应在保证钢桶质量的基础上,力求高效率、低成本、工艺简单、便于实现自动控制、维修和操作方便等。根据钢桶自动生产线的工艺特点,提出以下设计原则。
(1)合理选择制桶原材料。比如钢板、油漆、涂料、封闭器等等。因为对于自动化生产线来说,一但原材料选定,就应该一直使用同一种原材料,一但生产中原材料发生改变,可能使生产线设备不能够适应。例如用于生产的钢卷板,其尺寸在生产线设计时就应该确定好,钢板尺寸按照最佳的尺寸确定后,自动生产线将按这种尺寸进行设计或购置,在之后的生产中,如发现钢板尺寸不合理,自动生产线将很难再改变去适应新的尺寸。
(2)确定工序的集中与分散。工序集中与分散程度是根据哪一促设计更能全面、综合地保证质量、提高生产率和降低成本等因素决定的。
工序集中的特点:由于工序集中,减少了中间输送、存储、转向等环节,使机构得以简化,可缩减生产线的占地面积。但是,工序过分集中,会对生产工艺产生更多的限制,降低了通用性,增加了机构的复杂程度,不便于调整。所以,采用集中工序时,应保证调整、维修方便,工作可靠,有一定通用性等。在制桶设备上工序集中的典型例子就是“桶身三合一成型机”,它是把桶身翻边、涨筋、波纹三个工序集中在同一台设备上的设备。
为提高工作效率,便于平衡工序的生产节拍,可以将制桶操作分散在几个工序上同时进行,使工艺时间重叠,即工序分散。工序分散可减小机构的复杂程度,提高工作可靠性,便于调整和维修等。但生产线占地面积大、过分分散也使得成本增加。例如,有的企业把钢桶涂装中的内涂和外涂设置在不同的两个工序(两个喷漆室)进行生产,不仅增加了设备的占地面积,也增加了生产成本。目前的先进工序是将内涂和外涂设置在同一个工序上完成。有的企业将桶身生产工序进行合理的分散,可大大地减少设备的复杂程度,并便于调整和维修,还提高了工作的可靠性。
总之,对于工序的集中和分散,应根据生产线的特点全面综合地进行分析比较,力求合理,方案最佳。
(3)平衡工序的节拍。平衡工序的节拍是制定钢桶自动生产线工艺方案的重要问题之一。各制桶设备间具有良好的同步性,对于保证钢桶自动生产线连续协调地生产非常重要。平衡节拍时,反对压抑先进、迁就落后的平衡方法。具体采取如下措施。
①将制桶工艺过程细分成简单工序,再按工艺的集中、分散原则和节拍的平衡,组合为一定数量的合理工序。
②受条件限制,不能使工序节拍趋于一致时,则尽可能使其成倍数关系,利用若干台制桶设备并联达到同步的目的。例如桶身成型设备的生产节拍为12只/分钟,而半自动缝焊机的生产节拍为6只/分钟,为了平衡节拍,则需使用两台缝焊机并联生产,以满足桶身生产线节拍的需求。
③采用新技术,改进工艺,从根本上消除影响生产率的工序等薄弱环节。例如上述桶身生产设备节拍为12只/分钟,为了使缝焊工序的节拍与之协调,可采用新型的全自动缝焊机进行生产,其速度可达到12只/分钟,使用单台缝焊机即可与全线节拍一致。
总之,工艺方案的选择是一个非常复杂的问题,必须从产品质量、生产成本、可靠性、劳动条件和环境保护等方面综合考虑。
2、工艺路线的形式及选择
工艺过程执行路线(简称工艺路线)形式多种多样,常见的有直线型、台阶型、回转型和组合型。
(1)直线型工艺路线。直线型工艺路线即桶件的位移为直线,制桶生产线多为水平直线型,一般可分为立式和卧式两种。
(2)立体型工艺路线。工艺路线的组成为立体交叉式的,有的企业由于车间空间的限制,一条生产线可能跨越不同的楼层或空间,就形成了立体型工艺路线。
(3)回转型工艺路线。在一些小型钢桶的自动生产线中,常常采用回转型工艺路线。回转型工艺路线中,桶件沿圆弧轨迹运动。可以是间歇回转,也有连续转动,其输送系统一般就是以回转中心为圆心转动的大圆盘。
(4)组合型工艺路线。因制桶设备和生产场地的不同,为了适应各设备的生产特点和生产场地的现状,可以采用组合型工艺路线,如有的企业桶身生产线为卧式生产线,涂装生产线又变为立式生产线,而存储成品的仓库又在地下层仓库,所以采用组合型工艺路线来实现。
在以上三种工艺路线中,采用回转型可使设备结构布局紧凑,外观造型美观,机器传动系统的运动链较短,占地面积小,使用操作方便。缺点是需要增设转向机构使用桶件传送转向或调整方向,各工位执行机构布置要求高,适宜小型钢桶的自动化生产。直线型工艺路线可看成是回转型工艺路线的展开,桶件传送方便容易,对传送机构要求低,各工位的执行机构比较容易布置,但设备占地面积大,传动链较长,操作者活动范围大,适宜大型钢桶的自动化生产。立体型工艺路线具有直线工艺路线的优缺点,但必须增设桶件升降机构。工艺路线直接影响到设备结构布局,设计选用时要综合考虑各种因素。
3、工艺流程图设计
工艺流程图,是工艺方法、工艺过程设计结果的表现形式之一,是自动生产线设计中的重要资料之一,是后续总体结构设计的基础和依据。工艺流程图必须形象、简练而清楚。根据工艺流程图,大体上可确定制桶设备的运动特征、工作循环和总体布局方案等。在工艺流程图上应体现出如下一些内容。
(1)钢桶产品的大概特征。
(2)从原材料到成品的具体工艺方法、工艺过程。
(3)桶件的运动路线、生产的工艺路线。
(4)制桶的工艺顺序和工位数、工艺操作与辅助操作的顺序和数量。
(5)桶件在各工位上所要达到工作状态及要求。
(6)执行机构与桶件的相互位置、桶件的成形方式、工作原理。
如图5是某企业钢桶生产线的工艺流程简图示例。
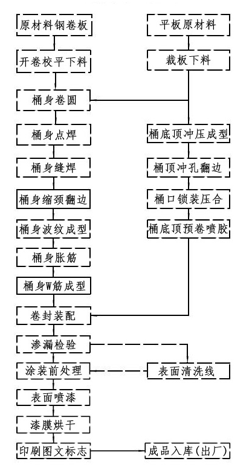
图5 钢桶生产线工艺流程图
(二)设备布局
制桶工艺路线和设备确定后,本着简单、经济、实用的原则布置设备,对制桶工艺、成形方式、工艺路线、生产设备做出平面布置的统筹安排。
平面布置应力求生产线短,布局紧溱,占地面积小,整齐美观以及调整、操作、维修方便等。
钢桶自动生产线的排列可采用多种形式布置,如直线形、直角形或框形等。至于采用何种形式布置,需综合考虑,比如,车间的平面布置、柱子间距、各台设备的外形尺寸和生产能力、输送机形式等。另外,还要便于操作和实现集中控制等。
如图6所示为某厂的钢桶生产车间生产线设备平面布局简图示例。
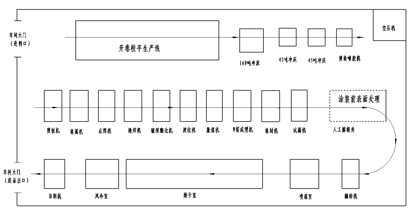
图6 钢桶生产线设备平面布局图
相关链接:
钢桶全自动生产线实例解析
钢桶生产线设计(1)
钢桶生产线设计(2)
钢桶生产线设计(3)
钢桶生产线设计(4)
钢桶生产线设计(5)

