钢桶生产线的设计(1)
杨文亮
近年来,随着我国经济和技术的不断发展,国内各制桶企业加速进行技术改造,目前主要以自动化生产为改造目标。其目的是:
1、提高劳动生产率;
2、提高包装产品质量;
3、改善劳动条件,降低工人劳动强度;
4、减少占地面积;
5、降低钢桶产品成本。
一般来说,对于常年进行单一品种的大批量生产时,最适宜采用自动化生产线。国内有不少企业钢桶品种多样,生产批量小,这种情况下不适宜采用自动化生产线,这样做不经济。
钢桶自动生产线为钢桶产品的质量及生产的高速化、规模化提供了保证,特别是计算机在生产控制和管理上的应用,使生产线不断完善,具有更广的适应性和一定的柔性,适应了钢桶市场上千变万化的多品种的生产要求,使钢桶生产线朝着自动化车间和自动化工厂发展。
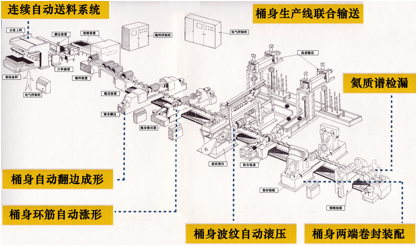
图1 桶身自动生产线示例
现代化钢桶生产线已发展成包括钢板开卷下料、桶底盖冲压成型、桶身焊接成型装配、内外涂装在内的各种完整的综合自动化线。如图1所示为一条钢桶桶身焊接、成型、装配的综合生产线。该生产线由多台制桶设备、输送装置组成刚性自动生产线。桶身生产线是整个制桶生产线中最重要的一部分。
在一些工业发达的国家,目前已经把钢桶自动生产线与现代化的自动仓库相连接,原材料输送设备分流到各个生产部位;自动生产线出来的成品钢桶直接由输送装置送到自动仓库中;取用出厂时,可将钢桶产品从仓库中自动输出,从仓库出口处装入运输工具运走。产品生产过程及分类管理、自动仓库的操纵和管理、记帐、开发货单以及发货等均由一台计算机集中控制,从而形成了产品生产和管理的自动化工厂。
一、什么是钢桶生产线?
(一)钢桶生产线及其特点
钢桶自动生产线是按着钢桶生产工艺过程,利用分流、合流、储存、传送装置把自动或半自动生产设备以及辅助设备连接赶来而形成的,具有独立控制装置的钢桶生产系统。在自动钢桶生产线上,原材料上线后便以一定的节拍,按照设定的生产工艺顺序,自动地经过各个生产工位,完成预定的生产,最后成为符合设计要求的钢桶产品而下线。在自动线整个生产过程中,工人不参与直接的工艺操作,只是全面观察、分析生产系统的运转情况,定期加料,对工序质量进行抽样检查,及时地排除设备故障、调整维修、更换易损零件,保证自动线的连续工作。
钢桶生产线的自动化程度取决于人参与生产的程度。若原材料或在制品只是由输送装置送到各个生产工位,在工位上主要是由工人操作机器或工具来完成规定的生产任务,这样的生产线一般称为生产流水线,其自动化程度比较低,主要是传送原材料或在制品。生产中一般把自动线、流水线统称为生产线。
采用自动线组织生产,有利于应用先进的科学技术和现代企业管理技术,可以简化生产布局,减少生产工人数量以及中间仓库和被包装物储备量,缩短生产周期,提高包装质量,增加产量,降低生产成本,改善劳动条件,促进企业生产实现现代化。但是,在同等条件下,自动线成本高,生产中的组织管理要求高。
(二)钢桶生产线的组成及形式
自动生产线主要由自动制桶设备、传送储存装置和控制系统三大部分组成,如图2所示。其中,自动制桶设备是自动生产线的最基本工艺设备,传送储存装置是必要的辅助装置,它们依靠自动控制系统来完成确定的工作循环,并达到预定的数量和质量。
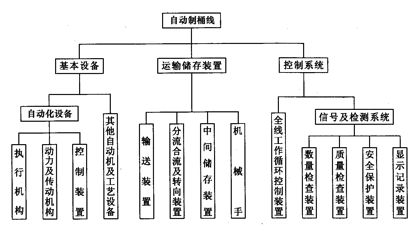
图2 钢桶生产线基本组成
自动生产线按排列形式可分为串联、并联和混联自动线;按自动线的布置方式可分为直线型、曲线型、环型和树枝型自动线;按制桶设备之间的连接特征分为刚性、柔性和半柔性自动线。
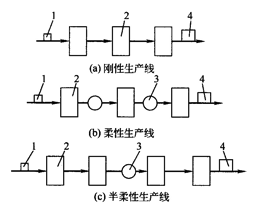
图3 制桶设备之间的连接特征
1-原料或桶件;2-制桶设备;3-中间储存装置;4-成品
图3(a)所示为刚性生产线。钢桶原材料在生产线上完成全部生产工序,均由前一台制桶设备直接传递给下一台制桶设备,所有制桶设备均按同一节拍工作。如果其中一台制桶设备出现故障,其余各机均应停止。一般可靠性非常高的制桶设备可采用该连接方式。
图3(b)所示为柔性生产线。制桶原材料在生产线上完成前道制桶工序后,经中间储存装置储存,根据需要由输送装置送至后一道工序制桶设备。即使生产线中某台制桶设备出现故障,也不会立刻影响其余制桶设备正常工作。
图3(c)所示为半柔性生产线。生产线由若干个区段组成,每个区段内的制桶设备间以刚性连接,各区段间为柔性连接。如常见的制桶生产线桶身成形中段设备,常以刚性连接组成。
图4所示钢桶桶底顶串联半柔性自动生产线,目前国产的生产线,生产率以达每分钟24只以上。
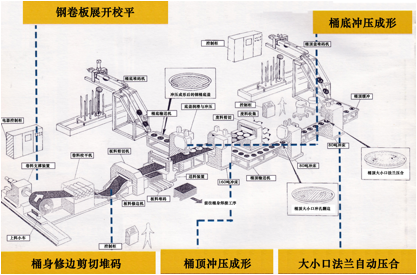
图4 钢桶桶底顶自动生产线示例
(三)钢桶自动生产线的总体设计
1、自动线形式的选择
选择自动线形式要综合考虑钢桶类型的特点、生产规模、生产条件(如厂房面积)等因素。直线型的结构相对比较简单,桶件传送方便,自动线上的制桶设备比较容易布置,但传动装置较长,工位比较多时显得狭长。曲线型和封闭环(框)型可以合理利用厂房面积,结构布局比较紧凑,传动装置相对集中,上、下料在同一位置,但需要设置导向、转向机构使桶件在传送中导向、转向。树枝型可从不同位置上料,实现桶件的分流、汇合,适合桶件的生产、组装、分检等,但其结构、传动装置等相对都要复杂一些。
2、生产节拍、输送速度的确定
对间歇型自动线要确定其生产节拍,对连续型自动线要确定其输送速度。生产节拍和输送速度要根据产品工艺特点、自动线形式、自动线上最长工序时间以及桶件传送的平稳性要求等计算确定。
3、自动线连接方式
自动线一般比较长,所以其连接装置常采用链条、滚道、推送等输送方式把各工序制桶设备连接在一起。需要转弯、翻转、变换传送方式和分、合流等特殊输送部分则根据需要采用多种不同机构实现。
4、自动线控制系统
自动线是由控制系统将组成自动线的所有自动制桶设备和辅助设备连成一个有机的整体。控制系统是指挥中心,操纵着自动线各个组成部分的工艺动作顺序、持续时间、预警、故障诊断和自动维修等。自动线工作的可靠性,在很大程度取决于控制系统的完善程度以及可靠性。自动线对控制系统有如下一些要求。
(1)满足自动线工作循环并尽可能简单。
(2)控制系统的构件要耐用可靠,安装正确,调整、维修方便。
(3)线路布置合理、安全,不能影响自动线整体效果和自动线的工作。
(4)应在关键部位,对关键工艺参数设置检测装置,以便当发生偶然事故时,及时发讯、报警、局部或全部停车。
钢桶自动线的控制方式通常采用时序控制或行程控制,集中控制或分散控制。
(四)组成钢桶自动生产线时应考虑的问题
目前大多数钢桶自动生产线,都是由几个相对独立的自动线组成,一般来说,可分为三段来生产,第一段是开卷下料冲盖自动生产线,第二段是桶身成形装置自动生产线,第三段是钢桶涂装自动生产线。各企业的自动线组成也不尽相同,各有各的特点。其实,这每一段生产线的中间,就是设置了一个很大的缓冲区,在正常生产时,这几段生产线之间不会出现较大的相互影响。
所以,不论采用什么样的自动线设置形式,在组成自动生产线时,必须考虑在各制桶设备间设置缓冲区,因为各台生产线设备的生产率存在一定的差距,其生产特点也不同。有时,有的设备是连接生产,有的设备则是间歇生产,要把这些不同生产类型的设备连接好,必须在设备之间设置缓冲区。
例如,设制桶设备单机的支行率为99%,若两台刚性连接,则理论上运行率为98.01%;若三台同为97.03%;连接台数越多,从理论上讲总运行率越低。如果一条钢桶生产线总运行率太低,组成生产线则失去意义。因此,通常在设备之间连接部位设置缓冲单元,即使下道工序的设备短时间内因故障而停机,从前道工序排出的物品则进入缓冲单元储存起来,等设备正常工作后再顺次生产。反之,当前一道工序的设备出现短时间故障,则缓冲单元储存的桶件仍可供后道工序的设备进行正常生产。为了处理缓冲单元的桶件,通常后道工序设备的生产率比前道工序高10%~20%。采取这样的措施,生产线的总运行率与单机的运行率大抵相近。
相关链接:
钢桶全自动生产线实例解析
钢桶生产线设计(1)
钢桶生产线设计(2)
钢桶生产线设计(3)
钢桶生产线设计(4)
钢桶生产线设计(5)

