|
钣金加工工艺教程(3)——拉伸
文/凤巢
4 拉伸
4.1 拉伸件底部与直壁之间的圆角半径大小要求
如下图所示,拉伸件底部与直壁之间的圆角半径应大于板厚,即r1≥t 。为了使拉伸进行得更顺利,一般取r1=(3~5)t,最大圆角半径应小于或等于板厚的8倍,即r1≤8t。
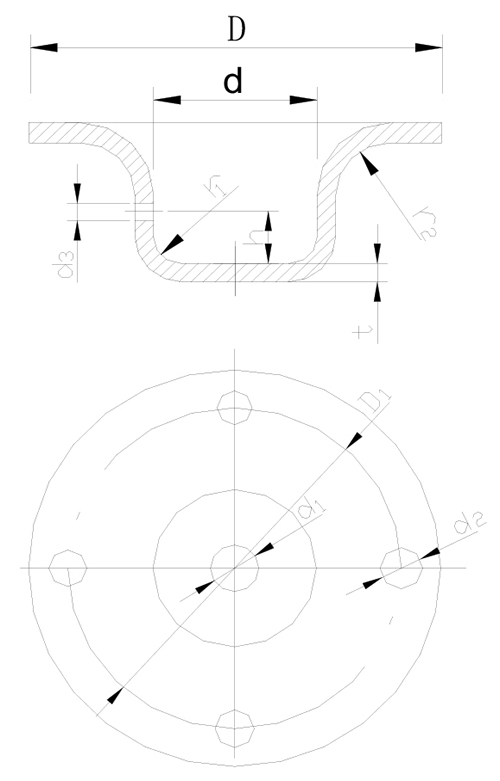
图5.1.1 拉伸件圆角半径大小
4.2 拉伸件凸缘与壁之间的圆角半径
拉伸件凸缘与壁之间的圆角半径应大于板厚的2倍,即r2≥2t,为了使拉伸进行得更顺利,一般取r2=(5~10)t,最大凸缘半径应小于或等于板厚的8倍,即r2≤8t。(参见图5.1.1)
4.3 圆形拉伸件的内腔直径
圆形拉伸件的内腔直径应取D ≥d+10t,以便在拉伸时压板压紧不致起皱。(参见图5.1.1)
4.4 矩形拉伸件相邻两壁间的圆角半径
矩形拉伸件相邻两壁间的圆角半径应取r3 ≥3t,为了减少拉伸次数应尽可能取r3 ≥H/5,以便一次拉出来。
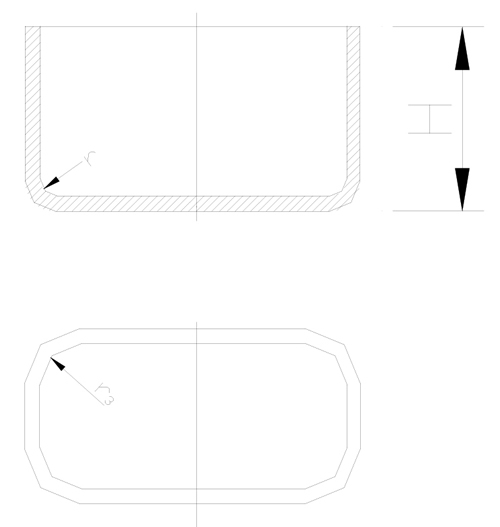
图5.4.1 矩形拉伸件相邻两壁间的圆角半径
4.5 圆形无凸缘拉伸件一次成形时,其高度与直径的尺寸关系要求
圆形无凸缘拉伸件一次成形时,高度H和直径d之比应小于或等于0.4,即H/d ≤0.4,如下图所示。
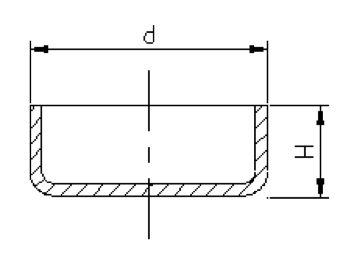
图5.5.1 圆形无凸缘拉伸件一次成形时,高度与直径的尺寸关系
4.6 拉伸件设计图纸上尺寸标注的注意事项
拉伸件由于各处所受应力大小各不相同,使拉伸后的材料厚度发生变化。一般来说,底部中央保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。
4.6.1 拉伸件产品尺寸的标准方法
在设计拉伸产品时,对产品图上的尺寸应明确注明必须保证外部尺寸或内部尺寸,不能同时标注内外尺寸。
4.6.2 拉伸件尺寸公差的标注方法
拉伸件凹凸圆弧的内半径以及一次成形的圆筒形拉伸件的高度尺寸公差为双面对称偏差,其偏差值为国标(GB)16级精度公差绝对值的一半,并冠以±号。
【相关链接】
钣金加工工艺教程(1)——下料
钣金加工工艺教程(2)——折弯
钣金加工工艺教程(3)——拉伸
钣金加工工艺教程(4)——成形
|

