制桶工艺学
第九章 检验
第三节 钢桶检验有关的试验方法
9.3.1 有关质量要求的试验方法
钢桶的基本尺寸和外观质量一般采用通用量具以及手感目测进行检验,没有专用的试验方法和专用器具,本节主要介绍有关封闭器装配质量和表面保护层质量的试验方法。
一、封闭器装配质量检验
封闭器装配质量主要是组合气密试验。如图9-2所示,采用专用胎具将试件压紧固定。然后分别以35N·m和20N·m的扭矩将60mm和27mm的桶塞旋紧在螺圈上。通入空压值为O.2MP的压缩空气,经5分钟皂液等检查不渗漏为合格。
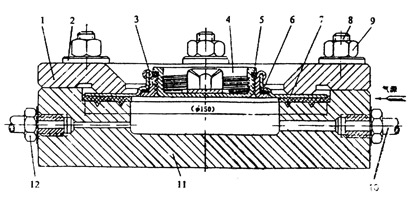
图9-2 封闭器组装后气密试验
1-压板;2-垫圈;3-螺圈;4-桶塞;5-橡胶垫圈;
6-橡胶衬圈;7-橡胶垫;8-螺栓;9-螺母;
10-调压阀阀管接头;11-胎具本体;12-压力表管接头
二、表面保护层质量检验
钢桶表面保护层质量检验主要是漆膜附着力测定法和漆膜厚度、锌层厚度测量方法。
1. 钢桶漆膜附着力测定法
钢桶漆膜附着力是指漆膜对钢桶桶体底材粘合的牢度,是按正方格线划痕范围内的漆膜完整程度加以评定的。
测定的主要工具是单刃划刀和导向器。单刃划刀如图9-3所示, 它具有30°角的圆片刀刃。使用时注意刀刃磨损至O.lmm时,必须进行修复, 才能继续使用。导向器如图9-4所示,导向器刀刃间距宽1毫米,共有10个刀刃间隔。
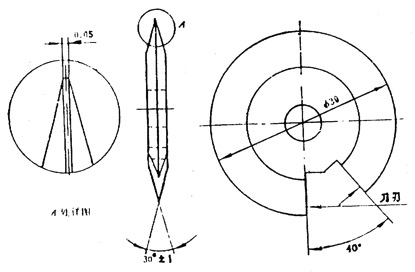
图9-3 单刃划刀
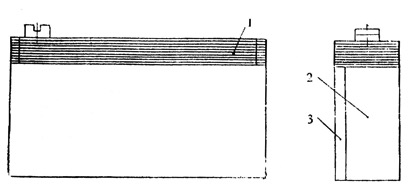
图9-4 导向器
1-刀刃间隔;2-层压塑料薄板;3-橡胶
测定在按标准制取的样板(按GB1727《漆膜一般制备法》制取),或在钢桶的漆膜平整面上直接进行。此时,漆膜应完全干燥,试验在室温条件下进行。首先划痕,用手夹持单刃划刀,使刀的前刃垂直于样板表面或钢桶平整面。利用导向器,保持平稳,均匀用力,以刽20~50mm/s的速度,在漆膜上划割长约10~20mm,间距为lmm的6道平行划痕。然后旋转90°用同样方法划割成正方格。划痕须齐直,并应割穿漆膜的整个深度。划痕应在3个不同的部位重复进行,若测定结果不一致,应在更多的部位重复进行,否则测定无效。划痕完成后必须清理划痕,用宽25~35mm的板刷沿正方形网格的两对角线方向,来回各轻刷5遍。最后进行检验评级,以目测或用4倍放大镜检查正方形网格划痕,根据破损面织大小评定漆膜附着力的级别。漆膜划痕检验级别分为6级(0~5级),附着力最佳为0级,最差为5级,2级或2级以上能满足钢桶漆膜附着力要求。漆膜附着力测定结果分类的划痕网格示例如图9-5所示。其中2级的要求是在漆膜划痕网格线边缘或交叉处,可以清晰地看到有小片剥离。但划痕网格破损面积大于5%,小于15%,5级无划痕网格示例,只要超过第4级别的均属此级。
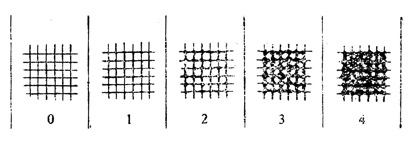
图9-5 划痕网格示例
2. 保护层厚度测量方法
钢桶表面保护层包括漆膜、镀锌层及其它涂层,其厚度测量一般采用磁性测厚仪进行检验。磁性测厚仪主要是利用磁阻法来测量钢桶这类磁性基体上涂层(或镀层)的厚度。
磁性测厚仪采单接触式探测头,适用于生产车间的快速测量。其原理如图9-6所示,探测头由探针、恒压弹簧及互感线圈等组成。为了获得较集中的磁场,探针采用高导磁材料坡莫合金制成,并且在其尖端嵌入微型钢珠,不至受磨擦而损坏。恒压弹簧的作用是使探测头与被测表面接触时保持恒定的压力,从而减少于人为的测量误差。互感线圈分初级绕组(L1),和两个次级绕组(L2、L3)差接,置于初级绕组的两端,中心插入探针。探头接入线路后,由振荡器提供一个稳定频率、稳定幅度的正弦倍号输入L1,使探针上产生交变磁场。此时,L2、L3受到激励而产生感应电势。当探针远离导磁钢桶时,L2与L3产生的电势大小相近似,输出最小。当探针与钢桶接触时,L3的电势大于L2的电势,输出最大。如果钢桶表面有一层非导磁涂层,则探头输出电势介于两者之间。这样探头的输出与涂层厚度呈现函数关系,测厚仪就是利用这种变化关系而工作的。
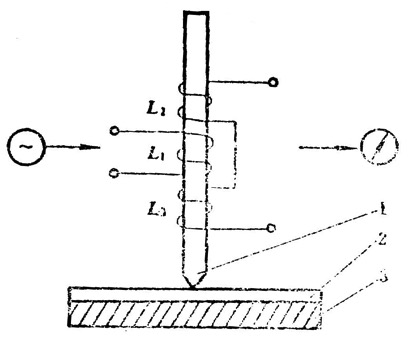
图9-6 测厚仪原理示意图
1-探针;2-涂层;30钢桶
测厚仪可准确测定钢桶保护层厚度,钢桶国家标准规定镀锌的锌层厚度不小于队0.019mm,对其它涂层,为了获得耐候、耐久性等良好性能,也必须不小于各自的临界厚度。

