制桶工艺学
第八章 封闭器成形
第二节 封闭器成形刃具切削原理与参数
8.2.1 刃具切削的基本原理
二、切削热和刃具磨损
1. 切削热和切削温度
切削加工时,工件温度升高,刃具、工件、切屑烫手,这说明切削过程中有热产生。切削热和由此产生的切削温度,直接影响刃具的磨损和耐用度,并影响工件的加工精度和表面质量。所以了解切削热及切削温度的产生和变化规律,并采取相应的措施是提高刃具耐用度,保证加工精度和改善表面质量的重要方面。
(1)切削热的产生和传导。在切削工艺中,工件在刃具的作用下,切削层金属发生弹性变形和塑性变形。切屑与前刀面,工件与后刀面间消耗的摩擦功,几乎都转化为热能,如图8-36所示。
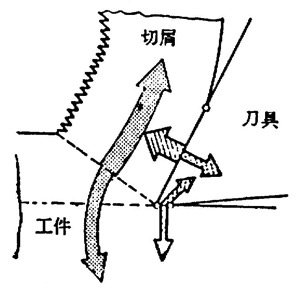
图8-36 切削热的来源
在滚压工艺中,工件的加工部位金属发生弹性和塑性变化,工件与滚轮的强烈刀具磨擦所消耗的功也能转化为热能。
如果忽略进给运动所消耗的功,并假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热可由下式表达。
Q=F2?V/427 (kcal)
式中 F2——主切削力(kgf);
V——主切削速度(m/s)。
切削热由切屑、工件、刀具以及周围介质传导出去。影响热传导的主要因素是工件和刀具材料的导热系数以及周围介质的状况。
(2)切削温度。切削温度一般都是指刀具表面上的温度。当切削塑性金属材料时,最高温度在前刀面上靠近刀尖和主切削刃的地方。
切削温度的高与低主要取决于切削热产生的多少和散热条件的好坏。
①切削用量对切削温度的影响:在切削用量中对切削温度影响最大的是切削速度,其次是走刀量,吃刀深度的影响最小。
②刀具角度对切削温度的影响:加大前角(γ0)则切削力减小。产生的热量减少。所以切削温度降低。但前角不能过大,过大的前角会因刀具模角(β0)减小而使刀具上的散热条件变差,刀刃强度下降。
③工件材料对切削温度的影响:工件材料的硬度愈高、强度愈大,切削过程中产生的切削力愈大,因此切削温度也就愈高。
2. 刃具磨损
刃具是在较大的切削力与较高的切削温度作用下进行工作的。随着切削时间的延长,锋利的切削刃会逐渐变纯。这种现象称为刃具磨损。
(1)刃具磨损的方式。在切削螺圈类的塑性金属材料时,刃具磨损发生在前、后刀面上,同时切屑在前刀面上磨出一个牙洼。见图8-37。
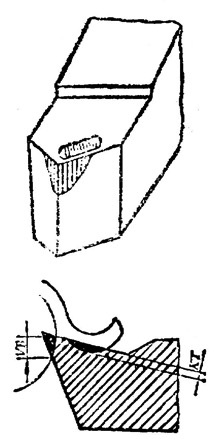
图8-37 刀具的磨损方式
(2)刃具的磨钝标准。一把刃磨好的刃具, 随着切削时间的延长,锋利的刀刃会逐渐变钝,如果用钝化的刃具再进行切削,则会导致切削力、切削温度的增加,并使工件的加工精度和表面质量降低,所以刃具不能无休止地使用下去。应该给刃具的磨损量规定一个合理的限度,这个合理的限度称为刃具的磨钝标准。当刃具的磨损量达到磨钝标准时,就要及时重磨或更换刃具。
一般刃具的后刀面都会有磨损,而测量后刀面的磨损比较方便,因此一般都按后刀面的磨损尺寸(VB)制定磨钝标准,见图8-38。
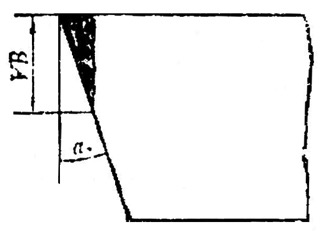
图8-38 刀具磨损标准
在封闭器成形切削加工中,车刀一般取VB=0.1~0.3,丝锥的校正齿VB=0.1~0.2。
(3)刃具的耐用度。刃具刃磨后,从开始切削一直到磨损量达到磨钝标准为止的总的切削时间称为刀具耐用度,也就是刀具两次重磨之间钝切削时间的总和。
为减少刃具磨损,提高刃具耐用度可采取以下措施:
① 合理选择刃具材料和刃具几何参数是提高刃具耐用度的主要措施。
②选择切削用量时,为了不降低生产效率,应首先考虑提高吃刀深度,其次是走刀量,最后选择一个合适的切削速度。
③切削时,加注充分的切削液(或称冷却液),可降低切削区的温度,减少磨擦,提高刃具耐用度。

