制桶工艺学
第八章 封闭器成形
第二节 封闭器成形刃具切削原理与参数
8.2.2 刃具的几何形状和参数
一、专用车削车刀
在螺圈的车削工艺中,需要车削的是内圆和端面。因而在刀架上需夹持两把车刀。车削内圆的车刀如图8-39所示。车削端面的车刀十分简单,这里不作介绍。
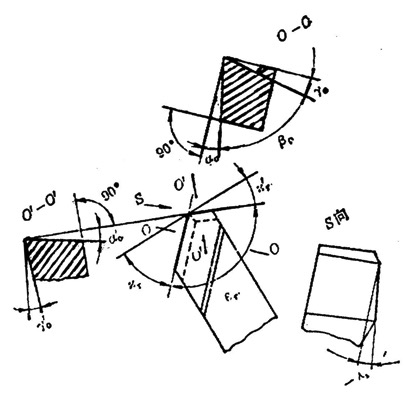
图8-39 车刀
由图8-39可知,该车刀的参数是前角γ0,后角α0,主偏角xr,副偏角xr′,刃倾角λs。这些参数的参考数值如表8-6所示。
表8-6 车刀的参数
| 名称 |
前角γ0 |
后角α0 |
主偏角xr |
副偏角xr′ |
刃倾角λs |
参数值 |
18°~25° |
8°~12° |
60° |
5°~10° |
-5°~5° |
二、攻丝的专用丝锥
由于封闭器螺纹是一种特殊螺纹,因而采用丝锥均是特殊的专用丝锥。
丝锥由工作部分和尾柄两部分组成。图8-40为丝锥的外形结构图。
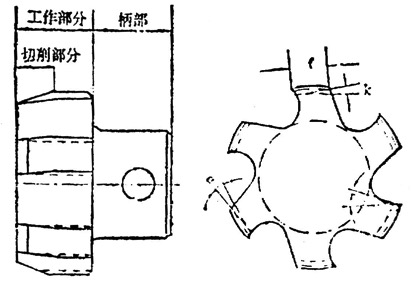
图8-40 丝锥的外形结构图
工作部分是由切削部分和校准部分组成。切削部分担任主要切削工作,校准部分用以校准螺纹廓形和丝锥前进时起导向作用。
尾柄是用以传递扭矩,其形状为圆轴形的并有一通孔,以便安装刀杆。
丝锥主要结构要素如下:
(1)切削部分。由于切削部分担负着整个丝锥的切削工作,为使切削负载能分配在几个刀齿上,所以切削部分作成圆锥形,如图8-41所示。
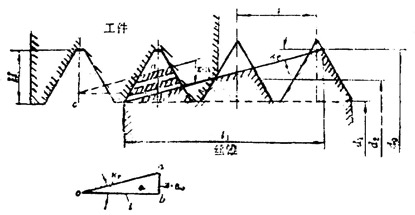
图8-41 丝锥的切削情况
切削部分长度和锥角直接影响切削工作,由图8-41可知,切削部分长度为L1与锥角ψ的关系为:
L1=H/tgψ
式中 H——螺纹齿高。
由图8-41的Δabc中得到
tgψ=ab/bc=z?ac/t
式中 ac——丝锥每齿的切削厚度。当ψ很小时,可看作垂直于轴心线测量;
t——螺纹螺距;
z——丝锥槽数。
由以上两公式看出,当齿高H、槽数z、螺距t不变时,ψ角愈小,L1愈长, 则每齿切削厚度ac愈小,切屑平均变形增大,使单位切削力增加,扭矩增大,且加工时间变长,生产率降低。因此一般希望ψ角取大些,以减小切削部分L1,提高生产率。但ψ角过大,每齿切削厚度增加,刀齿负荷增加,加工精度和表面光洁度下降,且导向性差。
经长期的实践证明,既要保证产品合格,又要提高生产率,丝锥的ψ角一般取10°~20°。
(2)校淮部分。丝锥校准部分有完整的廓形,用以校准螺纹廓形和起导向作用,并可作为切削部分的后备部分。为了减少工作时的摩擦,将校椎部分的大径与中径向丝锥尾柄缩小(即倒锥)。丝锥在100mm长度上的倒锥量为0.05~O.12mm。
(3)容屑沟槽数。容屑沟的槽数z决定于丝锥的直径、工件材料及被切螺纹的精度。槽数愈少,容屑空间增大,切屑不易堵塞,同时,切削厚度ad也变大,单位切削力减小,因而切削扭矩也减小。而槽数多,则丝锥导向性好,加工螺纹的精度和光洁度较高。
经验证明TM27×2丝锥和TM60×2丝锥,前者采用四个槽,后者采用六个槽。这样不但减少了切削扭矩,而且达到了螺纹的加工精度和粗糙度的要求。
(4)前角和后角。丝锥的前角γp和后角αp都近似地在端剖面中标注和测量(见图8-42)。
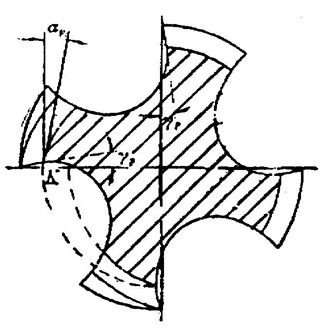
图8-42 丝锥工作部分的几何参数
按工件材料的性质,前角为10°~15°,后角为8°~12°。
丝锥齿顶后角是沿大径铲磨得到的,通常后刀面铲磨成阿基米德螺旋面,铲削量k按下计算:
k=πdx?tgαp/z
式中dx——丝锥切削部分前端直径。
TM27和TM60丝锥,切削部分和校准部分沿全部螺纹廓形进行铲磨。
(5)槽形。容屑槽形状由槽数Z、芯部直径、刃瓣宽度F、前角γs和刃背角等决定。一个良好的槽能获得较合适的前角,使切削容易,排屑顺利,既保证有足够的强度,又具有一定的容屑空间,槽形曲线应平滑,热处理时不致产生裂纹;同时还应便于制造。
专用丝锥采用了两圆弧和一直线构成。如图8-43所示。这种槽形前刀面为直线,其它部分为两段圆弧。该槽形有足够的容屑空间。它在很大程度上,能满足对槽形的要求,是一种比较理想的槽形。
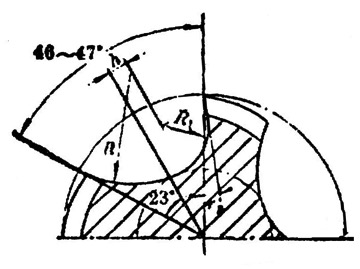
图8-43 丝锥的槽形
(6)容屑槽方向。为了改善排屑条件,避免切屑挤塞,保证加工质量,提高生产率和刃具耐用度,将切削部分修磨成带刃倾角λ的丝锥,同时为便于制造,该丝锥做成直槽的。
封闭器成形的专用丝锥的有关参数如表8-7所示,供参考。
表8-7 专用丝锥的参数
| 丝锥规格 |
锥角 |
前角 |
后角 |
倒锥 |
容屑 |
刃倾角(直槽) |
TM60×2 |
10°~20° |
10°~15° |
8°~12° |
0.05~0.12/100 |
6 |
-5°~15° |
TM27×2 |
10°~20° |
10°~15° |
8°~12° |
0.05~0.12/100 |
4 |
-5°~15° |

