制桶工艺学
第八章 封闭器成形
第二节 封闭器成形刃具切削原理与参数
封闭器成形刃具包括车刀、丝锥、滚轮(或称滚刀)。这些刃具是封闭器成形必不可少的工具,封闭器螺纹加工就是靠这些刃具来完成。
封闭器成形刃具中,车刀和丝锥属于金属切削刃具,而滚轮是属于无金属切削的滚压刃具。金属切削加工中各种物理现象,如切削力、切削热、刃具磨损以及加工表面质量等,都是切屑形成过程中的变形规律决定的,因此了解和熟悉切削加工的变形规律,合理的刃具几何形状和参数,切削热的产生及其切削液(或称冷却液)的应用,对于保证加工质量,降低生产成本,提高生产率,都有着十分重要的意义。
8.2.1 刃具切削的基本原理
车刀和丝锥虽然是两种不同的刃具,但它们在切削部分的几何形状与参数方面却有着共性的内容。它们的切削部分总是近似地以外圆车刀切削部分为基本形态的,如图8-30所示。丝锥拿出其中一个刀齿,它的几何形状都相当于一把车刀的刀头。
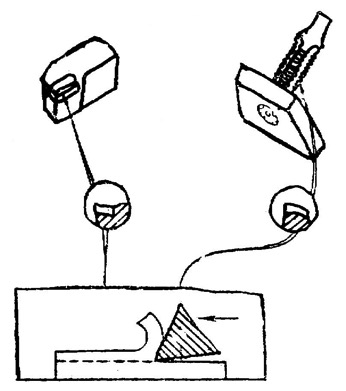
图8-30 刀具切削部分的形状
一、刃具切削部分的基本定义
1. 刃具切削部分的构造要素
刃具由刀头和刀杆两部分组成。刀头部分担负切削工作。所以又称切削部分。
刀头是一个几何体,是由一些刀面、刀刃组成。现以车刀为例来说明切削部分的构造,见图8-31。
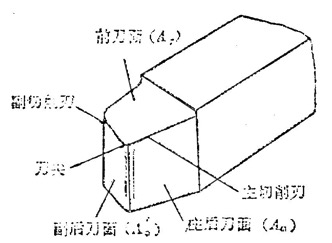
图8-31 刀具的构造要素
前刀面(Ar)——直接作用于被切削的金属层,并控制切屑沿其排出的刀面。
主后刀面(Aa)——同工件上的加工表面互相作用和相对着的刀面。
副后刀面(Aa′)——同工件上已加工表面互相作用和相对着的刀面。
主切削刃——前刀面与主后刀的相交部位,它完成主要的切除或表面形成工作。
副切削刃——前刀面与副后刀面的相交部位,它配合主切在刃完成切除工作。并最终形成己加工表面。
刀尖——主切削刃与副切削刃的交点。
过渡刃——主切削刃与副切削刃之间的刀刃。
应该说明的是,每条切削刃都可以有自己的前刀面和后刀面,但为了设计、制造和刃磨简便,常常是多段切削刃在同一个公共前刀面上。图8-31所示的就是具有公共前刀面。
2. 刀具角度的参考系
(1)刀具切削角度的参考平面。刀具的切削角度,是刀具在同工件和切削运动相联系的状态下确定的角度,所以刀具的参考系(即坐标系)应该相对于合成切削速度向量几来说明。这是因为刃磨角度相同的刀具,在切削过程中,由于刀具与工件相对运动关系改变,切削条件也就随之改变的缘故。
由于大多数加工表面都不是平面,而是空间的曲面,不便于直接用来做为参考平面,因此,需通过切削刃上某一选定点,做工件加工表面的切削平面和法平面,以构成刀具角度的参考系,它们的定义如下:
切削平面:通过切削刃上某一选定点,切于工件加工表面;也就是合成切削速度Ve的方向与切削刃的切线组成的平面。
基面:通过切削刃上某一选定点,垂直于合成切削速度几的平面。
显然,切削平面与基面互相垂直。见图8-32。
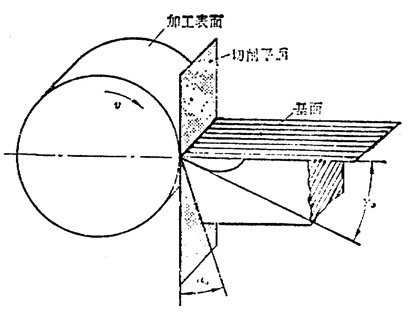
图8-32 车削的基面和切削平面
(2)刀具标注角度的参考系。刀具的标注角是画刀具图及磨刀时掌握的角度,它是假定条件下的切削角度。即在切削角度的基础上,合理地规定一些条件,使上述的参考平面同刀具的刃磨和检验的基准面一致,以便于刀具的设计、制选和修磨。
假定运动条件:各类刀具的标注角度均暂不考虑进给运动的大小,即用主运动速度V近似地代替切削刃同工件之间相对运动的合成速度Ve。
假定安装条件:规定刀具的刃磨和安装基准面垂直于切削平面或平行于基面,同时规定刀杆的中心线同进给运动方向垂直。
目前,世界各国采用的刀具标注角度参考系和基本术语尚不统一。我国过去采用主剖面参考系,写欧洲标准相同。但近年来参照ISO标准,逐渐兼用主剖面参考系和法剖面参考系。表8-5和图8-33给出了这两种参考系的基本术语、定义及符号。
表8-5 刀具标注角度的参考系
(通过切削刃上某一选定点)
| 参考系 |
参考平面 |
符号 |
定义及说明 |
主剖面参考系 |
基面 |
Pr |
垂直于切削速度u的平面(车刀的基面平行于刀杆底面) |
切削平面 |
Ps |
切削速度u和切削刃的切线组成的平面 |
主剖面 |
Pe |
垂直于切削刃在基面上的投影的平面 |
法剖面参考系 |
基面 |
Pr |
与主剖面参考系的Pr相同 |
切削平面 |
Ps |
与主剖面参考系的Ps相同 |
法剖面 |
PN |
垂直于切削刃的平面 |
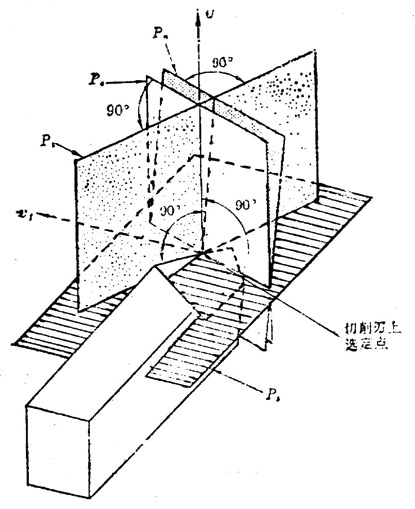
图8-33 刀具标注角度的参考系
3. 刀具的标注角度
图8-34所示为ISO3002-1规定的车刀标注角度。其主视图是车刀在基面上的投影图(即Pr视图):另一视图为车刀在刀削平面上的投影图(即Ps斜视图)。在Cr视图中作垂直于主切削刀的剖面Pn,可得法剖面的剖视图(N-N剖视图)。
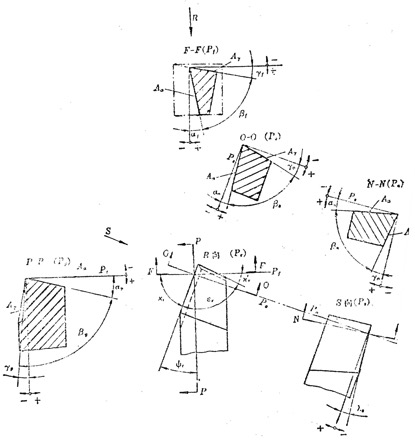
图8-34 车刀的标注角度
现将主剖面参考系内的刀具角度名称和定义说明如下:
在主剖面P0内测量的角度有:
(1)前角r0:前刀面与基面之间的夹角。
(2)后角α0:后刀面与切削平面之间的夹角。
(3)楔角β0:前刀面与后刀面之间的夹角。
由上列定义可知:
r0+α0+β0=90°
β0=90°-(α0+γ0)
在基面的投影上侧量出的角度有:
(4)主偏角nr:主切削刃与进给方向在基面上投影间所夹的角度。
(5)副偏角nr′:削刃与进给方向在基面上投影间所夹的角度。
(6)刀尖角εr:主切削刃和副切削刃在基面上投影的夹角。
εr= 180°-(nr+nr′)。
(7)余偏角ψr: 主切削刃与进给方向的垂线在基面上投影之间的夹角。
ψr=90°-nr。
(8) 刃倾角λs:主切削刃与基面的夹角。
如图8-35所示,当刀尖是切削刃上最低一点时,λs为负值;当刀尖是切削刃上最高一点时,λs为正值。
上述八个角度中,β0、ψr和εr是派生角度,故基本角度只有5个,即主切削的γ0、α0、nr、λs和副切削刃nr′。
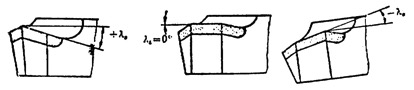
图8-35 刃倾角的符号

