制桶工艺学
第八章 封闭器成形
第一节 封闭器成形设各和工艺
8.1.2 封闭器成形工艺
在制桶生产中,封闭器成形工序不象其它工序那么单一,它是由冲压、车削、攻丝或滚丝以及焊接和镀锌加工工序所组成。因此有必要:将封闭器的成形工艺一简单的介绍。
一、桶塞生产工艺流程
桶塞生产工艺流程为:落料拉伸→二次拉伸→整形→切边→滚压螺纹→点焊板口→镀锌。其中落料拉伸、精整、切边、整边均由冲床冲压加工完成;滚丝由滚丝机滚压而成,点焊由自动点焊机焊接完成,镀锌则由电镶设备完成。流程中二次拉伸工艺环节仅在TM27×2桶塞生产过程中采用,在TM60×2桶塞生产过程中不采用。
二、螺圈生产工艺流程
螺圈生产工艺流程为:落料拉伸→二次拉伸→整形冲顶→切边→车削扩孔→攻丝。其中落料拉仲、二次拉伸、整形冲顶、切边均由冲床的冲压加工完成,车削扩孔由专用丰轮削机床切削而成;攻丝由攻丝机加工完成,镀锌由电镀设备完成。同样,流程中二次拉伸环节仅在TM27×2螺圈加工中采用。
三、封闭器生产工艺要求
1. 桶塞工艺要求
桶塞尺寸要求如图8-28和表8-3所示。螺纹基本尺寸见表8-1。
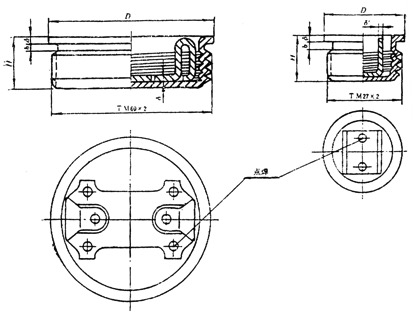
图8-28 桶塞
另外要求滚丝后齿数必须不少于三整牙,齿面厚度必须均匀。对板口点焊要求焊接牢固,焊接强度对于TM60,须大于l00N·m;对于TM27,须大于50N·m。点焊面凹圆形直径为φ1.0mm。
表8-3 桶塞尺寸
| 名称代号 |
TM60 |
TM27 |
外径 |
D |
62 |
28.7 |
外高 |
H |
>15 |
>14 |
槽宽 |
b |
3 |
3 |
板材厚 |
δ |
1.5 |
1.5 |
焊接件厚 |
δ′ |
1.8 |
2 |
2. 螺圈工艺要求
螺圈尺寸要求如图8-29和表8-4所示。螺纹基本尺寸见表8-1。
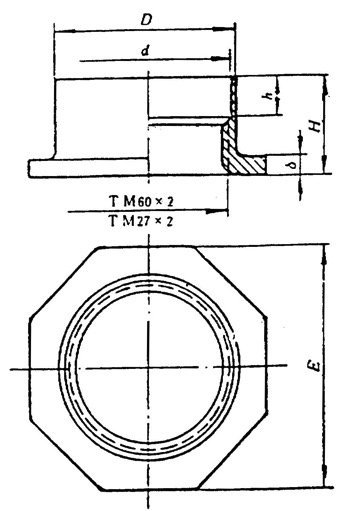
图8-29 螺圈
另外,要求螺纹光滑整齐,不允许出现少于三牙或无牙,即没有攻丝螺纹的螺圈。也不出现烂牙,即螺纹模糊、有缺口的螺圈。螺纹不允许倾歪,出现俗称“歪头”的现象。
表8-4 螺圈尺寸
| 名称代号 |
TM60 |
TM27 |
外径 |
D |
>63.5 |
30 |
扩孔直径 |
d |
61.5 |
28.2 |
扩孔深 |
h |
8 |
7 |
对边距离 |
E |
75 |
40.5 |
外高 |
H |
18 |
16.5 |
板材厚 |
δ |
3 |
3 |

