制桶工艺学
第八章 封闭器成形
第一节 封闭器成形设各和工艺
8.1.1 封闭器成形设备
三、滚丝机的基本结构和传动系统
滚丝机是桶塞外螺纹加工专用机床。桶塞采用螺旋模(俗称“滚丝轮”)滚压加工,滚丝机就是采用这种加工方法的专用制桶设备。
1. 滚丝的基本知识
(1)滚丝的特点。滚丝是一项无切削工艺,其特点是在常温下利用一对旋转的滚轮(刀)加压工件,使工件遂渐塑性变形而形成与滚轮相同的螺纹形状。
滚丝方法与切削加工相比具有下列优点:
(a)可加工切削法无法加工的零件。
(b)生产效率提高5倍左右。
(c)抗拉强度增加20~30%,抗剪强度增加5%(因为纤维未被切断。图8-19)。
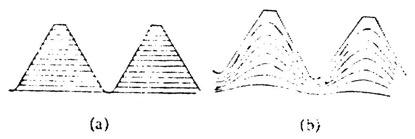
图8-19 纤维组织比较图
(a)切削螺纹;(b)滚轮螺纹
(d)螺纹表面由于冷作硬化而使硬度提高20%。
(e)表面光洁度高。
(f)可节约金属材料。
(g)操作简单,可降低工人技术要求。
(2)滚丝的原理。桶塞采用螺旋模横轧法,其原理是两滚轮轴线与工件轴线平行,或一滚轮(刀)与工件轴线同轴,滚轮(刀)螺旋角与工件螺旋角相同,而大滚轮(刀)螺旋方向与工件相反,小滚轮(刀)螺旋方向与工件螺旋方向相同,大滚轮(刀)作横向进给,工件无轴向移动。其原理图见图8-20。
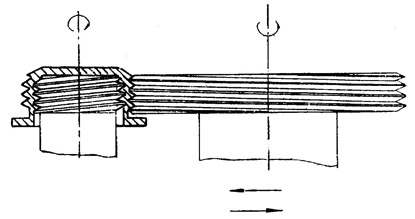
图8-20 滚丝原理图
2. 滚丝机的结构
图8-21 所示的设备是加工TM60×2桶塞的半自动专用滚丝机的结构图。在机床分配轴8上安装着凸轮5,以控制滚轮3的径向进给。大小滚轮传动采用了传统的万向联轴节,虽然不能绝对严格保证同步,但影响是微乎其微。手柄1采用杠杆机构控制离合器离合。当大滚轮磨损等造成径向距离的增大,只要调整小滚轮轴就可,因为凸轮轴固定安装,径向不可移动,而且凸轮的升降行程均是一个定值,因此,小滚轮轴的万向联轴节就是起调整径向距离的作用。
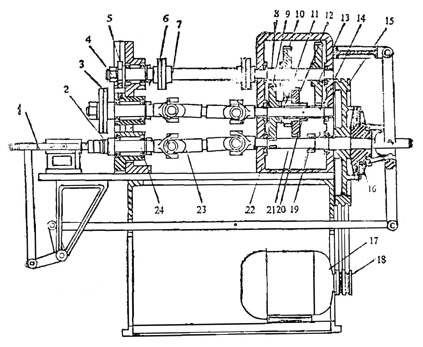
图8-21 滚丝机的基本结构
如图8-22(a)所示是进给凸轮图。从图中可知,0~90°是快进曲线,90°~225°是工进曲线,225°~315°进给曲线, 315°~360°快退曲线,而且是分段等速运动。凸轮曲线行程图见图8-22(b)。
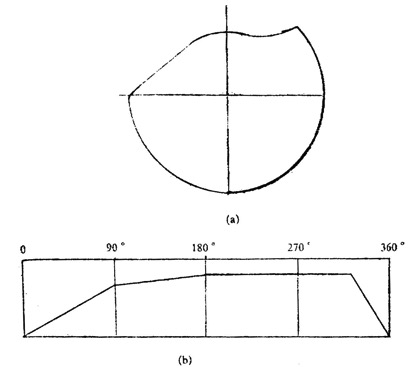
图8-22 凸轮工作图

