制桶工艺学
第八章 封闭器成形
第一节 封闭器成形设各和工艺
8.1.1 封闭器成形设备
三、滚丝机的基本结构和传动系统
3. 滚丝机的传动系统
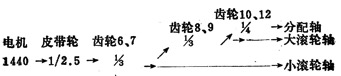
滚丝机的传动系统如图8-23所示。电动机的动力通过带传动带动小滚轴转动。小滚轮轴径齿轮传动带动大滚轴转动。大滚轮再经齿轮传动驱动分配轴转动,分配轴带动轴上凸轮转动控制大滚轮的径向进给运动。
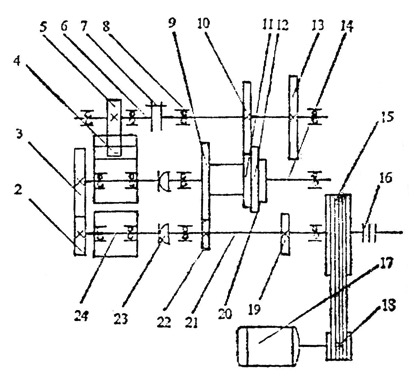
图8-23 滚丝机传动系统
2-小滚丝轮;3-大滚丝轮;4-过渡轮;5-凸轮;6-轴;
7-联轴器;8-轴;9、10、11、12、13-齿轮;14-轴;
15-大皮带轮;16-离合器;17-电动机;18-小皮带轮;
19、20-齿轮;21-轴;22-齿轮;23-万向联轴器;24-轴
该机床的传动链是:
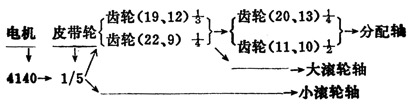
目前该机床采用的传动链是:
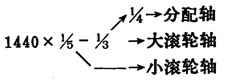
由于大小滚轮轴的转速是1:3,故所采用的大小滚轮(刀)的直径必须是3:1。
机床工作循环是:
人工上料(将桶塞毛坯套在小滚轮上)→按动操纵杆,离合器接合→大、小滚轮转动,大滚轮径向进给→滚压螺纹→大滚轮径向退出复位→手掀操纵杆,离合器脱开→人工下料。
4. 全自动滚丝机的传动系统
以上我们介绍了加工TM60×2桶塞的半自动攻丝机,对于加工TM27×2桶塞的机床采用全自动化。其传动系统图见图8-24所示。该设备是立式的,配上了自动上料装置,实现了全自动加工。
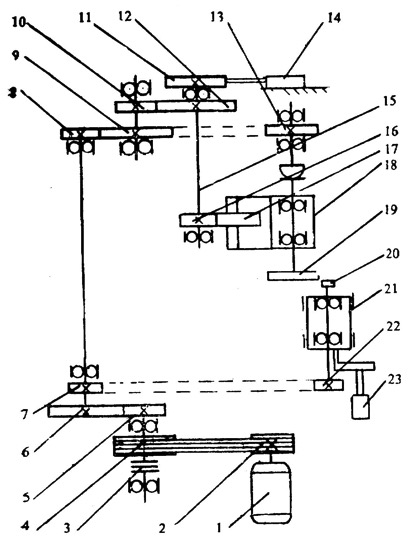
图8-24 TM27×2桶塞滚丝机传动系统图
1-电动机;2-小皮带轮;3-离合器;4-大皮带轮;
5、6、7、8、9、10、12、13-齿轮;11-凸轮;14-气阀;
15-轴;16-凸轮;17-过渡轮;18-主轴箱;19-大滚丝轮;
20-小滚丝轮;21-主轴箱;22-齿轮;23-气缸
该设备与上述设备的工作原理基本相同,仅差别在分配轴上有两个凸轮。一个凸轮16控制主轴经向进给,另一个凸轮11控制气阀动作,进而控制汽缸23升降运动,同时使小滚轮轴升降。
电动机的动力通过带传动Ⅰ轴齿轮转动,选而带动Ⅱ轴
齿轮,并分二路传动:一路由Ⅱ轴齿传动轮驱动小滚轮轴运动,另一路由Ⅱ轴齿轮传动到Ⅲ轴,再经齿轮传动分别驱动分配轴和大滚轮轴。
该机床的传动链是:
机床的工作循环是:
自动上料并输送到位→小滚轮(刀)上升(轴向进给)→大滚轮(刀)径向进给→滚压螺纹→大滚轮径向退出复位→小滚轮下降(轴向下降复位)→自动下料。

