制桶工艺学
第八章 封闭器成形
第一节 封闭器成形设各和工艺
8.1.1 封闭器成形设备
二、专用攻丝机床的结构和传功系统
2. 攻丝机的基本结构
专用车削机将螺圈车削成形后由攻丝机切削内螺纹。目前大批量生产封闭器的制桶厂一般采用多工位专用攻丝机,这儿介绍一种六工位专用攻丝机。
攻丝机的基本结构如图8-16所示。在机床分配轴上安装着六个凸轮,以相位差60°安装,以利于减轻机床的工作负载。这些凸轮控制每个工位的快换夹头快进、工进、快退。
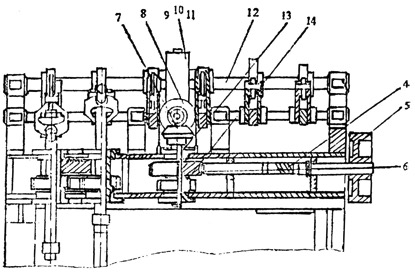
图8-16 攻丝机的基本结构
在该机采用了梯形接合子式攻丝保险夹头,目的是当丝锥在负荷过重的情况下,不致拆断丝锥和损坏机床。
攻丝时,丝锥是圆柱固定在刀杆上,刀杆的另一端装人保险夹头。
梯形接合子式攻丝保险夹头的结构见图8-17。这种保险夹头由刀柄夹套和装夹体两部分组成。
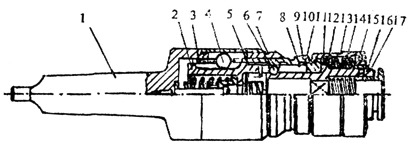
图8-17 梯形接合子式攻丝保险夹头
1-夹头体;2-传动芯套;3-保持器;4-大钢球;5-弹簧;
6-钢球;7-卡簧;8-卡簧;9-定位套;10-凸爪;
11-梯形接合子;12-接合子座;13-处圈;14-蝶形弹簧
15-调节螺母;16-外套;17-钢球
刀柄夹套部分:这个部分由刀柄内套、刀柄外套、接合子座和碟形弹簧、压缩弹簧以及调节螺母、外圈等组成。
在装夹刀柄时,只要将刀柄内套向左推移,内套圆周上均布的四粒钢球退出外套凹坑,刀柄方榫插入方孔后,释放内套,在压缩弹簧的作用下,内套退回原处,钢球顶紧刀柄的圆柱部分,不使刀柄落下。
装夹体部分:主要由夹头体、传动芯套。大钢球、定位套及压缩弹簧等组成。
在装夹体装入夹套时,将定位套向左推移,短芯套圆周上均布的三粒钢球退向凹坑,刀柄夹套插入后,当钢球嵌人夹套的圆槽后,弹簧将定位套推到原处。这样就把夹套固定在装夹体上。
攻丝时夹头体左端装在主轴套筒内。当主轴旋转时,通过两粒大钢球将动力传递给传动芯套,通过芯套右端的两个凸爪带动夹套旋转。
当攻丝扭矩过载时,迫使碟形弹簧压缩,梯形接合子在接合子座上打滑,发出“咯咯”响声,使丝锥停止攻丝,起到了保险作用。
由于夹头体和其它部分是浮动联接,所以在攻丝过程中能自动补偿螺距。
3. 攻丝机的传动系统
攻丝机的传动系统如图8-18所示,电机1通过皮带轮2、5带动蜗杆轴4,由蜗杆轴4带动蜗轮6并分成二路:一路经锥齿轮7、8蜗杆9蜗轮11带动分配轴12;另一路经齿轮14,13带动攻丝杆。
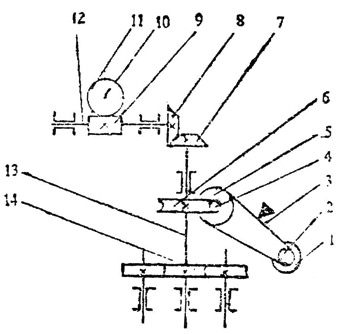
图8-18 攻丝机传动系统
1-电动机;2-小皮带轮;3-三角皮带;4-蜗杆;5-大皮带轮;
6-蜗轮;7、8-锥齿轮;9-蜗杆;10-轴;11-蜗轮;
12-分配轴;13-主轴;14-一齿轮
机床工作循环如下:

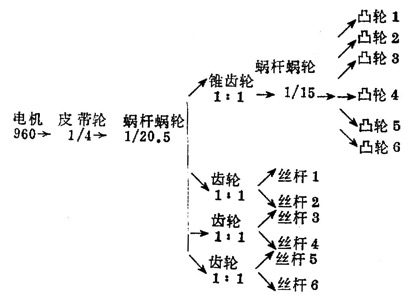
该机床的传动链是:
经多次循环,等快换夹头上有数十个螺圈后,进行人工快换夹头下料。

