制桶工艺学
第八章 封闭器成形
第一节 封闭器成形设各和工艺
8.1.1 封闭器成形设备
二、专用攻丝机床的结构和传功系统
用丝锥在孔中切削出内螺纹称为攻丝。钢桶封闭器中的螺圈采用这种加工方法成形。
1. 攻丝的基本知识
(1)螺纹的基本常识
①螺纹种类。螺纹的种类很多。但粗分仅有三种。即,标准螺纹,非标准螺纹、特殊螺纹。而封闭器属于特殊螺纹,它的螺纹牙型符合标准螺纹规定,而外径与螺距不符合标椎。
②螺纹要素。螺纹要素由牙型、大径、螺距(或导程)、线数(头数)、精度和旋向等六个因素组成。
(a)牙型:在通过螺纹轴线的剖面上螺纹的轮廊形状。它有三角形、方形、梯形.圆角形、锯齿型等牙型(见图8-12)。
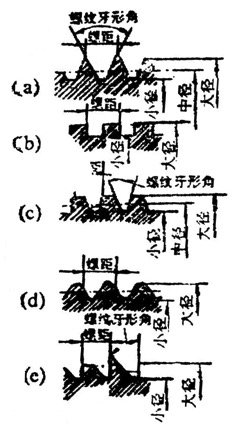
图8-12 螺纹牙形
(a)三角螺纹;(b)方牙螺纹;(c)梯形螺纹;
(d)圆齿形螺纹;(e)锯齿形螺纹
(b)大径:是指外螺纹的牙顶直径或内螺纹的牙底直径。
(c)线数(原称头数):在轴向等距分布的螺旋线形成螺纹的条数。
(d)螺距p(或导程L):相邻两牙沿轴线方向对应两点间的距离称为螺距。螺旋线沿圆周绕一圈在轴线方向的距离称为导程。对于单线螺纹来说,螺距等于导程。对于多线螺纹来说,导程等于螺距乘线数。
(e)精度:标准的螺纹有数个精度等级。例如散牙螺纹与梯形螺纹有四个精度等级,粗牙有三个精度等级,圆柱管螺纹有二个精度等级。
(f)旋向:螺纹有左旋和右旋两种旋向(见图8-13)。常见的是右旋。
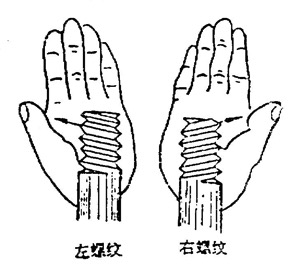
图8-13 左、右螺纹的辨别
标准螺纹的各个要素用代号麦示,其表示顺序是:牙形、大径×螺距(或导程/线数)-精度等级、旋向。
封闭器螺纹属特殊螺纹,其牙形符合标准,其余不相同,故表示的方法与标准螺纹不同。
(2)封闭器螺纹的基本尺寸。封闭器螺纹牙型见图8-14 。
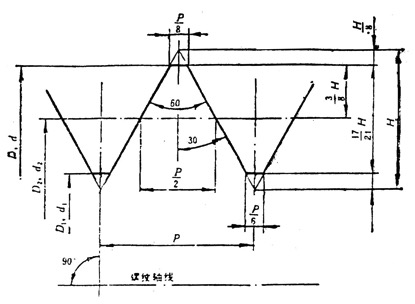
图8-14 桶塞、螺圈螺纹的基本牙型
D-内螺纹大径;D2-内螺纹中径;D1-内螺纹小径;
d-外螺纹大径;d2-外螺纹中径;d1-外螺纹小径;
P-螺距;H-原始三角形高度
封闭器螺纹基本尺寸和偏差见表8-1。
表8-1 封闭器螺纹基本尺寸和偏差
| 螺纹标称 |
螺距 |
螺纹角 |
区分 |
桶塞 |
螺圈 |
大径 |
中径 |
小径 |
大径 |
中径 |
小径 |
TM60×2 |
2 |
60° |
基本径 |
60 |
58.701 |
57.546 |
60 |
58.701 |
57.546 |
上偏差 |
公差 |
-0.20 |
0.40 |
-0.25 |
0.35 |
-0.20 |
- |
- |
- |
+0.40 |
0.40 |
+0.40 |
0.40 |
下偏差 |
-0.60 |
-0.60 |
- |
0 |
0 |
0 |
TM27×2 |
2 |
60° |
基本径 |
27 |
25.701 |
24.546 |
27 |
25.701 |
24.546 |
上偏差 |
公差 |
-0.20 |
0.35 |
-0.20 |
0.30 |
-0.20 |
- |
- |
- |
+0.35 |
0.35 |
+0.40 |
0.40 |
下偏差 |
-0.55 |
-0.50 |
- |
0 |
0 |
0 |
标记示例:TM60×2
TM——封闭器螺纹专用标记,牙形为三角形。
60——大径为60mm。
2——螺距为2mm。
自从钢桶新国家标准制订后。国内生产的封闭器螺纹一般均用公制螺纹,但是在某些场合或特殊情况下还采用英制螺纹,为此在表8-2中列出封闭器英制螺纹的基本尺寸和偏差,供参考。
表8-2 封闭器英制螺纹的基本尺寸和偏差
| 名称 |
螺纹标称 |
螺纹角 |
每?牙数 |
外径(mm) |
中径(mm) |
内径(mm) |
最大 |
最小 |
偏差 |
最大 |
最小 |
偏差 |
最大 |
最小 |
偏差 |
桶塞 |
2″ |
60° |
11½ |
59.42 |
58.91 |
0.51 |
57.99 |
57.43 |
0.56 |
56.71 |
- |
- |
螺圈 |
2″ |
60° |
11½ |
- |
59.68 |
- |
58.80 |
58.24 |
0.56 |
57.48 |
56.97 |
0.51 |
桶塞 |
3/4″ |
60° |
14 |
26.10 |
25.59 |
0.51 |
24.92 |
24.46 |
0.56 |
23.87 |
- |
- |
螺圈 |
3/4″ |
60° |
14 |
- |
26.22 |
- |
25.51 |
25.04 |
0.47 |
24.51 |
24.00 |
0.51 |
(3)攻丝的基本原理。用丝锥切削内螺纹时,每个切削刃不但对材料进行切削,而且还对材料产生挤压, 因此螺纹的牙形在顶端要凸起一部分(见图8-15)材料塑性愈大,则挤压出的量愈多。换言之,在封闭器生产中采用热轧和冷轧薄钢板加工螺圈,由于其材料的塑性不一样,经常出现加工的螺纹质量不一样, 这就是由于攻丝中挤压现象所造成的。
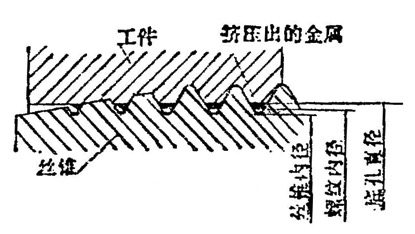
图8-15 攻丝时的挤压现象

