制桶工艺学
第八章 封闭器成形
第一节 封闭器成形设各和工艺
8.1.1 封闭器成形设备
2. 车削机床的结构
(1)机床的基本结构。在专用车削机床上加工的工件如图8-2所示。图中虚线表示要切除的部分。
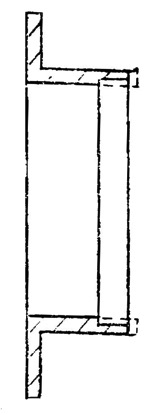
图8-2 车削制件
专用车削机床的结构示意图如图8-3所示。机床的切削运动的全部动作由安装在分配轴上的凸轮控制,其上、下料由机械手完成。
其中:凸轮1——控制溜板纵向快速移动;
凸轮2——推动半螺母19与丝杆18接合;
凸轮3——控制刀架14横向切入;
凸轮4——控制主轴夹头及接料斗升降。
从图8-3可知,该机床采用盘形凸轮,圆柱凸轮,因而我们简述一下这些盘形凸轮和圆柱凸轮的作用及各部分的名称。
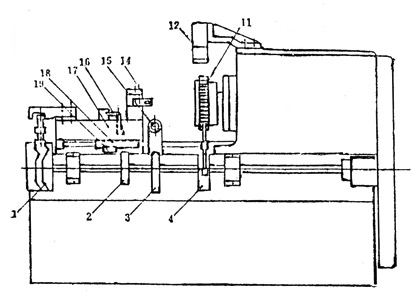
图8-3 专用车削机床的基本结构
1、2、3、4-凸轮;7-分配轴;11-齿圈;12-输料槽;14-刀架;
15-杠杆机构;16-锁紧机构;17-溜板;18-丝杆;19-半螺母
(2)凸轮结构。凸轮是凸轮机构中的主动件,它具有曲线外形,通常作回转运动。与凸轮相接触,并传递动力的构件即从动杆,是凸轮机构中的被动件,一般有往复直线运动和摆动两种。在封闭器成形的专用机床中的从动杆均作往复直线运动。
盘形凸轮(又称平板凸轮)是一个径向尺寸变化的盘形构件。在专用机床中,凸轮的轮廊曲线位于外缘(图8-4(a))。当凸轮绕固定轴线转动时,可使从动杆在垂直于凸轮轴的平面内运动。
这种凸轮机构结构简单,应用较广,例如在专用机床中,除了车削机床用了一个圆柱凸轮外(见图8-3凸轮1)。其余均用这类盘形凸轮。
圆柱凸轮在圆柱面上开有曲线凹槽(图8-4(b)),可使从动杆得到较大的行程。在这种凸轮机构中,从动杆在平行于凸轮曲线的平面内运动。
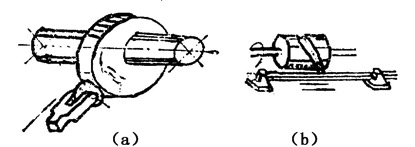
图8-4 凸轮的形状
(a)盘形凸轮;(b)圆柱凸轮
专用机床均采用了移动从动杆滚子接触凸轮机构。见图8-5。这种凸轮机构由于使用了滚动摩擦,磨损较少。
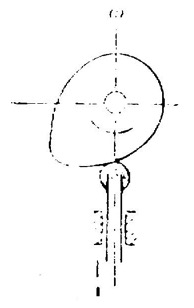
图8-5 滚子接触式凸轮机构
凸轮虽有各种不同类型,但它们的各部分名称还是相同的。现在以盘形凸轮为例来说明各部分名称。
① 工作曲线:凸轮与被动件直接接触的那个轮廊表面叫做工作曲线(见图8-6)。
②理论曲线:在尖端接触的凸轮中,理论曲线就是工作曲线。在滚子接触的凸轮中,与工作曲线相距为滚子半径并与工作曲线平行的曲线,叫做理论曲线。
③基圆:以凸轮心O为圆心,O到理论曲线相距最近的一段半径作圆,这个圆叫做基圆。
④压力角:从动杆受力方向与运动方向之间的夹角,叫做压力角,用α表示,一般压力角α应小于30°。
⑤动作角和动程:使从动杆每产生一动作,凸轮所转过的角度叫做动作角。每转过一动作角,从动杆所移动的距离叫做动程。
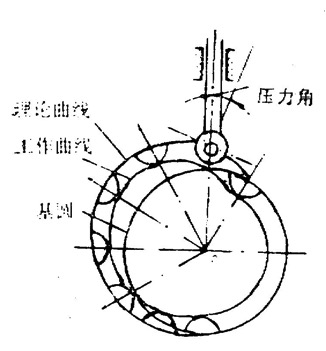
图8-6 凸轮各部分名称
从动杆的运动规律主要有等速运动规律、等加速和等减速运动规律、简谐运动规律。由于专用机床均采用等速运动规律,故我们仅讨论等速运动规律。
设动程S为纵坐标,动作角δ为横坐标(见图8-7),则得曲线为两条直线。从这两条直线可以看出,运动刚开始,速度突然增加,到达一定行程以后又突然下降,这样将产生极大惯性力,从而引起冲击,以致影响机构的正常工作,为了避免这种冲击,一般将此曲线开始和末了改为过度曲线,即在转折处改成与直线相切的圆弧过渡。
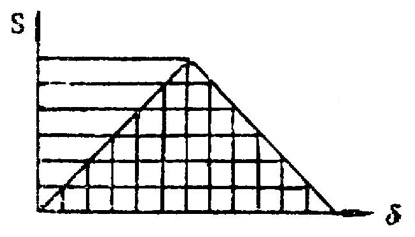
图8-7 等速运动规律曲线
(3)机床的卸料机械手。在专用车削机床上,配备了卸料机械手。图8-8a所示为机械手在主轴箱上的外观图。工件沿输料槽送到主轴箱上方O1处,机械手从O1处取出一个工件,向下摆动送入主轴夹头,待工件被夹紧后退出,再摆回O1处等待下一次取料。
图8-8b是机械手的传动结构。手部采用弹簧钢球夹持工件的结构。该结构见图8-9。其特点是用圆周均布的三个弹簧及钢球从内孔抓取工件,其次可以在工件回转的状态下抓取。
在图8-8b中,手臂1用夹箍和螺钉紧固在轴2上,轴2借助于螺母8和键与端面离合器的左半部7固接在一起。端面离合器的右半部6用滚动轴承安装在箱体内壁上,使之轴向固定但能自由转动。与离合器6固装在一起的齿轮4与油缸9(见A-A剖视图)所驱动的齿条5相啮合。由于弹簧3的作用,使离合器的部分处于啮合状态。当油缸9的左腔通入压力油肘,齿条5驱动离合器6回转,通过离合器7带动机械手1向上摆动。等到机械手摆到终点位置O1时,离合器7由于滚子11被挡块12所限,不能继续回转,但离合器6在油缸齿条的推动下还要继续转动一定角度,这时,离合器6和7的结合斜面将产生相对滑动,离合器7被推向左移并使弹簧3压缩,机械手产生轴向运动向输料槽中取料。当油缸9的右腔通入油时,齿条5反向移动,离合器反转,首先在弹簧3的作用下使两半离合器重新接合,即机械手轴向退挡输料槽,然后带动离合器7使机械手摆到主轴中心O处,这时滚子11被挡块10所阻,机械手又作轴向移动把工件送进主轴夹头。
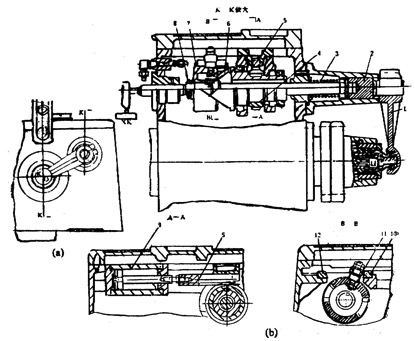
图8-8 专用车削机床的卸料机械手结构
在这种机械手的传动结构中,也可以用叶片摆动油缸代替图中的油缸9和齿轮齿条机构,使结构更为紧凑,但叶片油缸的制造和调整不如活塞式油缸方便。
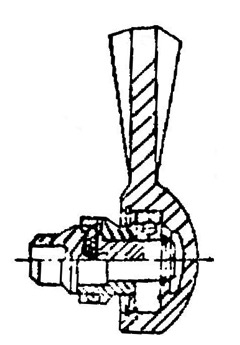
图8-9 机械手手部结构
(4) 机床的转动系统。机床的传动系统如图8-10所示。电动机的动力通过皮带轮分两路传递:一路由通过皮带轮转动主轴,并且经两级齿轮减速传给丝杆18;由另一路经带传动和减速比为i=1/243的减速箱驱动分配轴7。
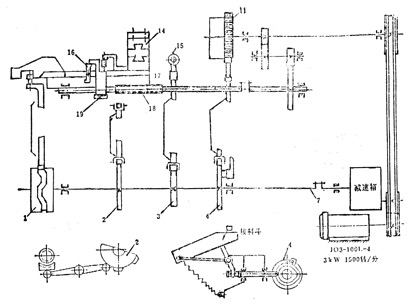
图8-10 车削机床传动系统
1、2、3、4-凸轮;7-分配轴;11-齿圈;14-刀架;
15-杠杆机构;16-锁紧机构;17-溜板;18-丝杆;19-半螺母
机床的工作过程如下。(参见图8-11凸轮工作循环图)。
自动上料:参阅图8-8a。由机械手轴向移动,从料槽中抓起工件→机械手摆动至主轴夹头→机械手轴向移动,将工件装入主轴夹头中,等工件夹紧后→机械手轴向退出→机械手摆动到原处,等待下一次取料。
夹紧和松开:由凸轮4通过杠杆机构、齿条以及主轴夹头外面的齿圈11带动夹头外套回转,从而完成夹紧或松开动作。
纵向快进和快退:由凸轮1通过杠杆带动溜板17移动。
车削纵向进给运动:由凸轮2通过杠杆机构向上推动对合螺母19使之与丝杆18接合.当这一动作完成后,由锁紧机构16将半螺母19锁住,一直保持到车削行程终点,由固定挡铁将锁紧机构16撞开,对合螺母19落下与丝杆18脱开,然后由凸轮1控制溜板17快速回程。
车削横向进给:由凸轮3经过杠杆机构15推动刀架14实现。
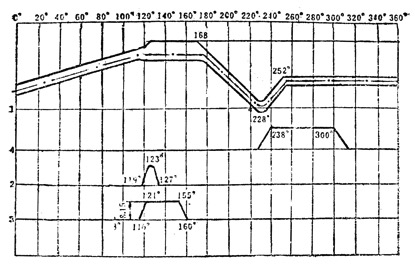
图8-11 凸轮工作曲线图

