制桶工艺学
第八章 封闭器成形
钢桶封闭器经冲压加工后,其最终工序是车削、攻丝、滚轧以及焊接,我们将这一工序统称为封闭器成形。在切削加工或滚轧加工中产生的各种物理现象,如切削热、刀具磨损以及加工表面质量等,都是以切屑形成或制件滚轧过程为基础的,研究和分析合理的刀具几何形状和参数,切削热的产生过程,冷却液的应用,对于保证加工质量,降低生产成本,提高生产率,都有着十分重要的意义。
在成批大量的生产中,尤其要求生产率很高,机动工时很短的情况下,工件毛坯的搬运,上下料是一项重复而繁重的工作,所费的时间约占全部加工时间的1/3以上。为了提高生产率,降低成本,减轻劳动强度,改善劳动条件,保证安全生产,采用自动上下料装置与专用机床结合一起,实现单机自动化是行之有效的方法。
第一节 封闭器成形设各和工艺
8.1.1 封闭器成形设备
在封闭器成形的最终工序中需通过金属切削及滚轧的方法,切除多余的坯料或轧制成形。封闭器成形设备包括专用车削机床、专用攻丝机、专用滚轧机及专用点焊机。
一、专用车削机床的结构和传动系统
封闭器成形加工的专用车削机床是将螺圈坯料切削成形以供攻丝加工用。螺圈的车削加工仅仅是扩孔,又称“扩孔机”。
在封闭器的切削加工过程中,刀具同工件之间必须有相对的切削运动,它由专用切削机床来完成。机床、刀具和工件,构成了切削加工的工艺系统。因此了解和熟悉切削运动和加工表面形成过程是十分必要的。
1. 车削的基本知识
车削与攻丝是封闭器成形必不可少的切削加工方法,而且车削是一种典型的切削加工方法,因此我们就以车削为例,来阐述切削运动及其加工表面的形成过程
(1)车削运动和加工表面。如图8-1所示,车削加工中切削运动是由两种运动单元组合成的,其一是工件的回转运动,它是切除多余金属以形成加工表面的基本运动,其二是车刀的(纵向或横向)进给运动,它保证了切削工作的连续进行。
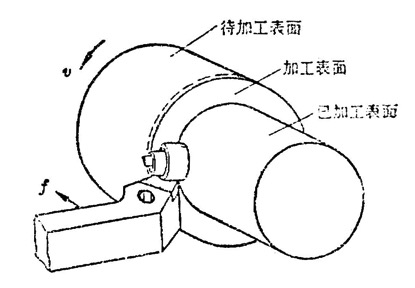
图8-1 车削运动和加工表面
在切削运动作用下,工件上的切削层不断地被车刀切削并转变为切屑,从而加工出所需要的新表面。在这一表面形成的过程中,工件上有三个不断变化着的表面:
①待加工表面:即将被切除金属层的表面;
②加工表面:切削刃正在切削的表面;
③己加工表面:已经切去多余金属而形成的新表面。
(2)主运动、进给运动和切削用量三要素。在车削和攻丝加工中的运动单元,按照它们在切削过程中所起的作用,可分为主运动和进给运动两种:
①主运动。是切除工件上切削层的主要运动,在辅助运动的配合下,使工件切削部位转变为切屑,以形成工件新表面的运动,用切削速度V表示。专用车削机床、专用攻丝机其主轴的回转运动就是主运动。通常,主运动的转速高,消耗的切削功率也较大。
主运动速度即切削速度,计算公式如下:
V=πdn/1000 (m/s)
式中 d——工件直径(mm)
n——工件的转速(r/s)
②进给运动。不断地把切削层投入切削,以逐渐切出整个工件表面的运动。它分为:
a.吃刀运动——控制刀刃切人工件深度的运动。吃刀的大小称为切削深度ap(mm),它是工件已加工表面到待加工表面之间的垂直距离。
b.走刀运动——沿着所要形成的工件表面的进给运动,用进给速度Vf(mm/min)或进给量f(mm/r)表示。它们之间的关系是:
Vf=f?n
上述运动的定义,同样适用于滚丝机。
切削速度V,切削深度ap和进给量f是常称的切削用量三要素。

