制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.3 弯曲模
三、弯曲力的计算
(1)矫正弯曲力的计算公式如下。
TM27×2板品U形件的矫正弯曲力是:
式中 P——弯曲力(N);
K1——安全系数,一般取1.3;
K2——系数,一般取K2=40~50;
B——弯曲件弯曲部分宽度(mm);
t——材料厚度(mm);
σb——材料的强度极限(N/mm2);
r——压弯用凸模工作圆弧半径(mm)。
(2)压弯时的顶件力。顶件力的大小,一般按自由弯曲或矫正弯曲时弯曲力的30~50%确定,即
N顶=(0.3~0.5)P
因此总弯曲力P总等于自由弯曲或矫正弯曲时的压力与顶件力N顶之和。即:
P总=P+N顶
四、弯曲模的工作部分的确定
(1)凸模和凹模的工作圆角半径。一般凸模的工作圆角半径压弯件的弯曲半径。r凹是凹模的工作圆角半径,r凹从现论上可按下面的简化公式计算。
r凹=(1-ε)t/2ε (mm)
计算凹模工作圆角半径时,一般取延伸率ε为材料断裂时延伸率δ的1/3到1/2,按此关系,求得凹模的工作圆角半径:
r凹=(2~6)t
在实际生产中,也基本上采用上式。
(2)凸模和凹模的间隙。由于在压弯过程,产生回弹现象,采用适当间隙可以减小回弹角,确保制件的合格。
单边间隙一般按下式计算:
Z/2=t最大+ct (mm)
式中 t最大——材料厚度的最大极限尺寸(mm);
t——材料厚度的公称尺寸(mm);
c——间隙系数。
为简化起见,一般按如下关系求间隙:
Z/2=(1.05~1.15)t
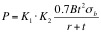
(3)凸模和凹模工作部分尺寸的确定。
图7-38 凹模和凸模的尺寸决定
①对于尺寸标注在外形上的U形件,如图7-38(a)所示,其凸模和凹模尺寸确定如下:
如U形件为双向公差时,凹模尺寸为:
A凹=(A+Δ/2)+δ凹
如U形件为单向公差时,凹模尺寸为:
A凹=(A-3Δ/4)+δ凹
双面间隙Z靠减小凸模得到:
A凸=(A凹-Z)-δ凸
②对于尺寸标注在内形上的U形件,见图7-38(b),凸模和凹模尺寸确定如下:
如U形件为双向公差时,凸模尺寸为:
A′凸=(A′+Δ/2)-δ凸
如U形件为单向公差时,凸模尺寸为:
A′凸=(A′+3Δ/4)-δ凸
双面间隙Z靠加大凹模尺寸得到:
A′凸=(A′凹+Z)+δ凹
式中 A凹和A′凹——凹模尺寸(mm);
A凸和A′凸——凸模尺寸(mm);
A——U形件外形公称尺寸(mm);
A′——U形件内形公称尺寸(mm);
Δ——U形件尺寸偏差值(mm);
Z——凸模和凹模的双面间隙(mm);
δ凸、δ凹——凸模和凹模的制造公差(mm),一般取3~4级精度。
五、弯曲模的结构
压弯模的结构与一般冲裁模结构相似,分上模和下模部分,它由凸、凹模、定位、卸件、导向及紧固零件等组成。
如图7-39所示的是TM27×2板口U形件切断弯曲复合模。凸模2固定在上模座1,凹模4(两块)固定在底板6的两侧。凹模上有定位板3,中间有顶板5,顶板由弹簧或橡皮等顶出器(图上未绘)通过顶杆7托住。

图7-39 板口弯曲模
1-上模座;2-凸模;3-定位板;4-凹模;5-顶板;6-底板;7-顶杆
冲压时,卷料经校直机构,通过单边辊式送料机构送入,材料被压在凸模与顶板间逐渐下降;同时送入的一端被切断。而两端未被压住的材料,则沿凹模圆角rM滑动,先向上弯起,然后进入凸模与凹模内弯曲成形。当凸模回升时,顶板将零件顶出,由于材料的弹性,弯曲后的零件两边略有弹开,不会粘住凸模。

