制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.3 弯曲模
压弯是使板料产生弯曲变形的一种加工方法,在制桶冲压中仅用于TM27×2板口U形弯曲。
一、弯曲的工作原理
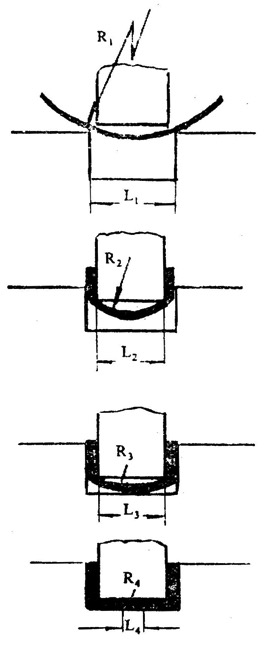
图7-33 弯曲变形过程
U形件压弯的过程,如图7-33所示,在开始弯曲时,板料的弯曲内侧半径大于凸模的圆角半径,随着凸模的继续下压,弯曲内侧半径逐渐减小,即:
R1>R2>R3>R4
同时弯曲力臂也逐渐减小,即:
L1>L2>L3>L4
当凸模、板料与凹模三者完全压合,板料的内侧弯曲半径及弯曲力臂达到最小时,弯曲过程结束。
在弯曲过程中只在弯曲圆角处产生塑性变形,另外靠近弯曲内侧受到切向压缩,而外侧受到切向拉伸,在缩短的内侧和伸长的外侧之间有一层材料既不伸长,也不缩短,称为中性层,其位置不一定是在材料厚度中心。如果材料厚度一定,则中性层的位置由弯曲半径的大小决定。
在弯曲过程中,毛坯的弯曲半径是变化的,开始很大,随着凸模下压,便逐渐减小,这时材料产生弹性变形。当r/t<1/2(E/σs-1)时,毛坯在弯角处的内外边缘开始产生塑性变形。当凸模继续下压,r/t值继续减小,塑性变形区便由内外边缘逐渐向内扩展。当r/t<3~5时, 弹性区域很小,可以近似认为板料的整个厚度己进入塑性变形状态。为了得到合格的压弯件,必须使材抖整个厚度进入塑性变形状态。另一方面,需要控制最小弯曲半径,防止压弯件磁裂而报废。
制件的相对弯曲半径r/t,是弯曲变形程度的重要指数。r/t愈小,变形程度愈大;r/t愈大,变形程度愈小。
弯曲可分为自由弯曲、矫正弯曲。TM27×2板口U形件的弯曲采用矫正弯曲。所谓矫正弯曲就是指凸模,毛坯、凹模三者压缩后,对压弯件再作一次冲击,它有矫正作用,使压弯件回弹角减小。
二、压弯件的回弹
(1)压弯件的回弹。一般压弯件的变化包含弹性变形和塑性变形。当外力除去后,塑性变形被保存下而弹性变形就会使压弯件恢复原状,产生回弹现象。结果使压弯件弯曲角与弯曲半径不再与压弯模具相一致。弯曲角度的变化常用回弹角Δa来表示。回弹角是指压弯件脱离压弯模后的角度与压弯模(凸模和凹模)角度的差值,如图7-34所示。
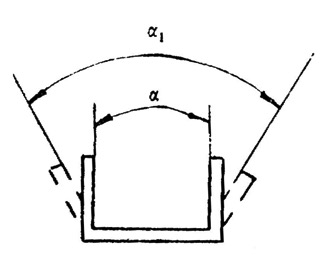
图7-34 U形件的回弹角
回弹角:Δα=α1-α
式中 α——压弯件回弹以前的角度(度);
α1——压弯件回弹以后的角度(度)。
为了得到压弯件的正确尺寸,必须按回弹规律确定凸凹模工作尺寸。
(2)影响压弯件回弹的因素如下。
①材料的机械性能。当材料屈服极限σs越高,材料的弹性模数E小时,回弹越大。
弹性模数是应力与应变的比值,即
E=σ/ε=tgα
式中 E——材料弹性模数(N/mm2);
σ——应力(N/mm2);
ε——应变。
如图7-35所示,S点的应力为材料的屈服应力。当应力超过屈服应力,达到P点,此时如果卸去外力后,应力变为零,弹性变形消失。
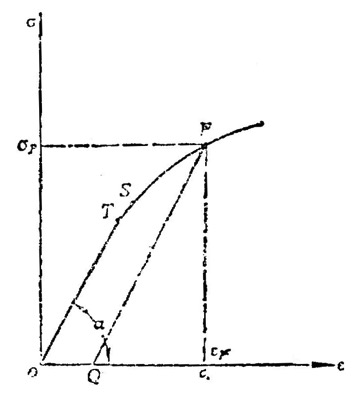
图7-35 应力应变关素图
②弯曲半径与厚度的比值r/t。该值越小,塑性变形越大,回弹相对变小。
③模具间隙。对于压制U形件时,凸模与凹的间隙大小对回弹角有直接的影响。单面间隙大于材料厚度时,材料处于松动状态,回弹就大。单面间隙小于材料厚度时,材料被挤紧,回弹就小。为了减小回弹,有时要适当减小间隙,使材料有挤薄现象。这种弯曲称为深挤弯曲。
④矫正力。矫正力小,回背影角大。增加矫正力,可以减小回弹。
⑤顶件力。对U形件压弯时,顶件力的大小,对回弹也很有影响;顶件力大,Δα为正值;顶件力小Δα为负值。这是因为顶件力小,开始压弯时,压弯件底部出现鼓形,见7-36(a),弯曲结束时,此鼓形就被矫正压平,如图7-36(b)所示。弯曲件脱模后,底部有回弹到鼓形的趋势,回弹的方向与弯角回弹的方向相反。当底部回弹量(负回弹)大于弯角的回弹量时,便出现负值。顶件力大时,在压弯过程中,压弯件底部不会出现鼓形,所以只有弯角处的正回弹。
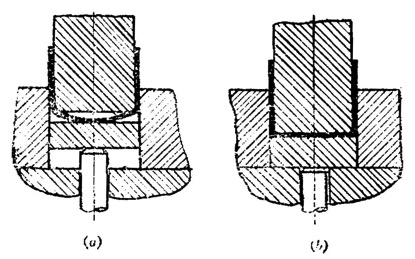
图7-36 U形件回弹情况
(3)回弹角的确定。由于影响回弹角大小的因素很多,而且这些因素又是相互影响的。因此,计算回弹角十分复杂,故一般用经验数据来桷定压弯件的回弹角。见表7-6。
表7-6 U形件的回弹角
| r/t |
凹模和凸模的单边间隙Z/2 |
1.05t |
1.15t |
回弹角Δα |
回弹角Δα |
1 |
0°30′ |
1°30′ |
2 |
1° |
2° |
表7-6图例
(4)消除回弹角的措施。在U形件采用校正弯曲,一般能达到合格的制件尺寸。但是当回单严重而产生误差,使制件无法达到合格尺寸时,一般采取以下措施。
①模具采用较小间隙。
②在凸模和顶板上做出圆角半径R≈20t的圆柱面(式中t为材料厚度)。压弯后,利用底部的反回弹来抵消弯角处的回弹(见图7-37(a))。
③采用图7-37(b)所示的凸模形状,对工件变形区进行整形来减小回弹量。
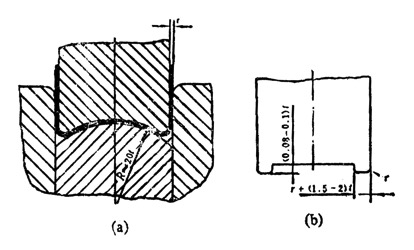
图7-37 消除回弹的措施
(a)制件底部圆弧;(b)凸模形状使回弹抵消

