制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.2 拉伸模
五、拉伸模工作部分的确定
(1)拉伸模间隙的确定。由于拉伸时制件上部尺寸变厚,底部圆角处材料变?,因此一般拉伸凸模与凹模间隙必须大于材料厚度。如果间隙太小,拉伸时毛坯材料受到的阻力太大,会使制件底边拉裂,并且会加速凹模的磨损。间隙过大会降低制件的精度,不能满足使用要求,因此需要根据下列具体情况来确定凸模与凹的合理间隙。
桶顶底盖、封闭器按以下原则选取(见图7-29)。
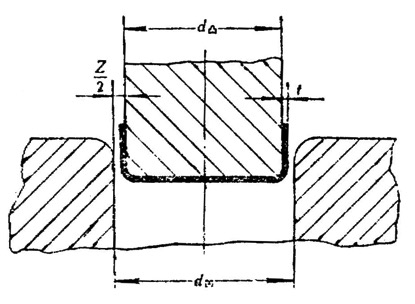
图7-29 凸模凹模间隙选取法
桶顶底盖、桶塞是以外径尺寸作要求的制件,因此应以凹模为准,间隙取在凸模上,即
d凹=d制外
d凸=d凹+Z
螺圈是以内径尺寸作要求的制件,因此应以凸模为准,间隙取在凹模上,即
d凸=d制内
d凹=d凸+Z
式中:d凹、d凸——凹模、凸模的直径(mm);
Z——双面间隙的数值(mm);
d制外、d制内——制件的外径、内径(mm);
Z一般取1~1.1t。
在封闭器生产中的中间工序不作要求,既可以凹模为准,也可以凸模为准。
(2)凸、凹模工作部分尺寸如下计算。
①桶顶底盖、桶塞是以外径尺寸的制件,如图7-30(a)所示。
凹模尺寸:L凹=(L-0.75Δ)+δ凹
凸模尺寸:L凸=(L-0.75Δ-Z)-δ凹
螺圈以内径尺寸的制件,如图7-30(b)所示。
凸模尺寸:L凸=(L′+0.4Δ)-δ凸
凹模尺寸:L凹=(L′+0.4Δ+Z)+δ凹
式中 L凹——凹模工作部分尺寸(mm);
L凸——凸模工作部分尺寸(mm);
L、L′——拉伸件外部和内部的基本尺寸(mm);
Δ——拉伸件的尺寸公差(mm);
δ凹、δ凸——凹模和凸模的制造公差(mm)。
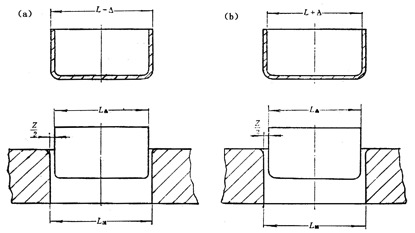
图7-30 制件的模具间隙取法
(a)桶底盖、桶塞制件的模具间隙取法;(b)螺圈制件的模具间隙取法
(3)凸、凹模的制造公差及圆角半径。桶底盖、封闭器的制造公差见表7-5。
表7-5 制造公差
| 条料厚度 |
封闭器 |
桶顶底盖 |
δ凹 |
δ凸 |
δ凹 |
δ凹 |
1.25 |
- |
- |
0.12 |
0.08 |
1.5 |
0.10 |
0.07 |
- |
- |
3.0 |
0.15 |
0.10 |
- |
- |
在拉伸中,圆角半径r与材料的厚度t,变形程度,拉伸次数n,毛坯直径,拉伸件直径等因素有关。
一般采用如下经验数据。
封闭器:圆角半径≥(2~6)t
桶顶底盖:圆角半径≥(4~8)t
六、拉伸的润滑
在拉伸过程中,毛坯与模具的表面之间会产生很大的摩擦,如图7-31所示。其中F1、F2、F3是有害的,它不仅使拉伸系数m增大,拉伸力增加,而且会刮伤模具的工件表因,因此,在凹模圆角和压边圈表面及相应的毛坯表面每隔一定周期均匀抹涂一层润滑油,以减少摩擦力的作用和磨损现象。但F4、F5则有阻碍材料在危险断面处变薄的作用,因而是有益的,因此在凸模表面或与凸模接触的毛坯表面切忌涂润滑油。
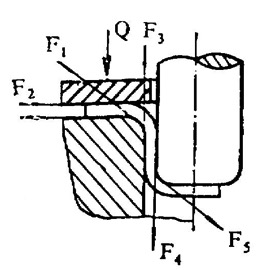
图7-31 拉伸的受力情况
F1——凹模圆角处的摩擦力;F2——压边圈、凹模与毛坯之间的摩擦力;
F3——工件与凹模壁之间的摩擦力;F4——工件与凸模之间的摩擦力;
F5——凸模圆角处的摩擦力
七、拉伸模的结构
如图7-32所示的是生产桶顶底盖的落料拉伸复合模。该模具设计成先落料后拉伸,因此拉伸凸模6低于落料凹模5。工作时,卷料由开卷机开卷,通过校直装置校直,由双边卧式辊轴送料机构送入,上模压下,凸凹模1先与凹模5完成落料工序,落下一个圆形毛坯。落出的坯料压在凸凹模与顶板3间,凸凹模在下降过程中由某内孔与拉伸模6逐步完成拉伸工序。当上模回升时,通过挺圈(兼作压边圈)推出凸模。如果制件夹在凸模6上,靠装在底座上弹顶器通过顶杆将制件卸下;如果制件留在凸凹模1里,则通过顶杆靠冲床顶杆横梁的作用打下。
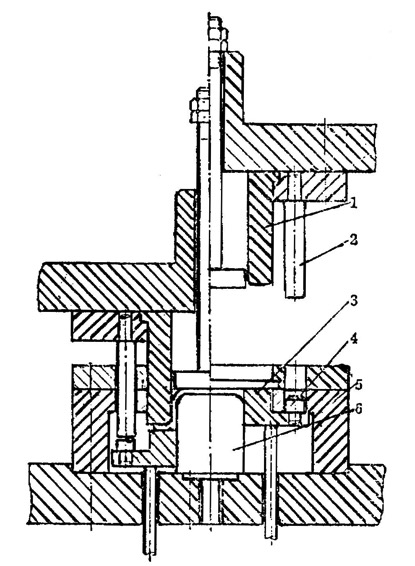
图7-32 落料拉伸复合模
1-凸凹模;2、4-杆;3-顶板;5-凹模;6-凸模

