制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.2 拉伸模
四、拉伸力的计算
就整个拉伸过程来说,除了有使材料变形的拉伸力外,还有压边力。所以总引伸力P总是拉伸力P拉和压力边N压之和,即P总=P拉+N压。
(1)压边方式和压边力的计算。施加压边力是为了防止拉伸过程中制件的边壁和凸缘起皱。
压边力必须适当,如果太大,会使制件的底部或凸缘开裂;如果太小,会使拉伸件的边壁或凸缘起皱。实际压边力的大小是根据制件既不起皱也不破裂这个原则而随时调整的。
一次拉伸的压边力是:
二次或二次以上拉伸的压边力是:
式中 q——单位压边力,一般q=2.5~3(N/mm2);
dn——第n次拉伸直径(mm);
R——凹模孔的圆角半径(mm)。
在封闭器拉伸模中均采用平面的压边圈,如图7-26所示。在桶顶底盖拉伸模中采用略有斜度的压边圈,如图7-27所示。
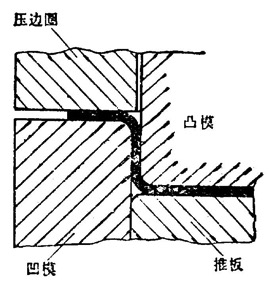
图7-26 平面压边圈
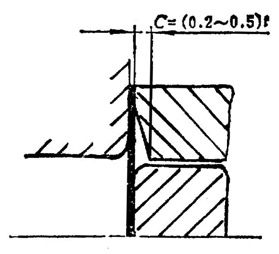
图7-27 带有斜度的压边圈
(2)产生压边力的装置。在桶顶底盖和封闭器生产中最常用的是机械式压边力装置。
在封闭器生产采用了机械式橡皮弹顶器与弹簧弹顶器。如图7-28所示。
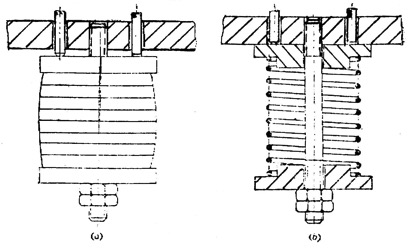
图7-28 机械弹顶器
(a)橡皮弹顶器;(b)机械弹顶器
这种装置都在下模的底座上加工一个螺孔固定。用螺母来调整橡皮或弹簧的压力。该装置的优点是结构简单,使用方便。缺点是压力随着拉伸深度的增加而加大。
(3)拉伸力的计算。常用于求拉伸力的经验公式如下:
用压边圈首次拉伸时:

以后各次拉伸时:

式中 P——拉伸力(N);
L——拉伸件的周长(mm);
t——毛坯料厚度(mm);
d1、dn——各次拉伸直径,接中性线计算(mm);
δb——拉伸材料的强度极限(N/mm2);
K1、K2——修正系数,其值小于1。

