制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.4 成形模
当冲裁、弯曲、拉伸等方法不能满足制件形状尺寸要求时,可以采用成形的方法对制件进行加工。所谓成形就是利用各种局部变形(翻边、卷缘、矫形)来改变毛坯形状和尺寸的一种冲压方法。
一、翻边模
(1)翻边的工作原理。将桶盖杯形孔翻转成竖立直壁称为翻边。这种翻边变形主要是材料沿切向生产拉伸变形,越靠近口部,这种变形越大。当变形超过一定程度时,孔的边缘会被拉破。
图7-40 翻边变形过程
翻边的变形程度,常以翻边前的孔径d与翻边后的孔径D的比值K(翻边系数)来表示(见图7-40),即
K=d/D
翻边系数与变形程度成反比关系,即K值越大,表示变形程度越小,K值越小,表示变形程度越大。
翻边时,制件口部不被拉破所能达到的最小K值,称为极限翻边系数。极限翻边系数与许多因素有关。计算极限翻边系数十分复杂。在生产中,一般采用经验数据。对于1.25mm薄板的极限翻边系数K是:
K=0.72;K最小=0.68。
①一次翻边成形。首先根据制件的尺寸,计算出翻边前毛坯孔径d。由图7-41可知:
d=D-2(H-0.43r-0.72t)
当比值d/D>翻边系数值,则能一次翻出,否则则不能一次翻出。
图7-41 翻边计算用图
有时应用极限翻边高度去检查是否能一次翻出,更为方便。将上式略为变换,便有:
H=D(1-d/D)/2+0.43r+0.72t
H最大=D(1-K)/2+0.43r+0.72t
当H最大大于制件所要求的高度时,能一次翻成。反之则不能一次翻边。
桶盖不能一次翻边翻出,只能采用另一种翻边工艺。
②拉伸与翻边复合成形。这种方法是先拉伸至一定高度,然后冲孔底再翻边。在这种情况下,应先决定翻边所能达到的最大高度,根据这个翻边高度的制件要求的高度来确定拉伸高度。
如图7-42所示,其翻边高度为

极限翻边高度为:
h最大=D(1-K)/2+0.57r凸
翻边的毛坯孔径:d=KD或d=D+1.14r凸-2h最大
拉伸的高度为:
h′=H-h最大+r凸+t
翻边力一般按下面的近似公式计算:
P=1.1π(D-d)tσs
图7-42 拉伸与翻边情况
③翻边模工作部分的确定。在复合翻的情况下,其间隙一般取拉伸间隙。翻边凸、凹模的表面粗糙度要求比拉伸高。其制造公差与拉伸模基本相同。
翻边凹模的圆角半径因对材料变形影响不大,一般取制件的圆角半径。翻边凸模的形状对翻边过程的影响较大。在桶盖复合翻边模中的凸模宜采用球形或抛物线形,这样不但能减小翻边力,而且制件质量较好。
④桶盖翻边工艺和模具结构。由于桶盖不能一次翻出,只能采用复合工艺,见图7-43桶盖的拉伸冲孔翻复合模,将拉伸、冲孔、翻边三道工序合并为一道工序。工序过程见图7-43。
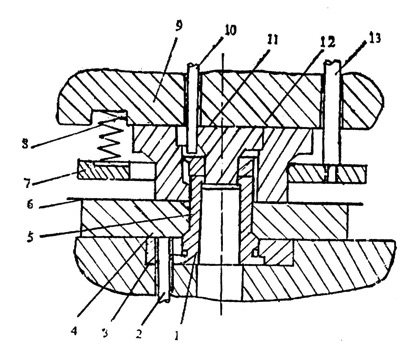
图7-43 拉伸冲孔翻边复合模
1-凸凹模;2-顶杆;3-凸凹模固定板;4-顶件块;5-凹模;
6-工件;7-卸料板;8-弹簧;9-凸凹模;10-推杆;
11-凸模;12-推件块;13-卸件螺钉
该模具工作时,上模下压,首先拉伸,当制件拉伸到一定高度时,凸模11与凸凹模1相切,冲下圆孔,上模9继续下压便完成翻边工作。这种模具的生产率较高。

