制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.4 成形模
二、卷缘模
卷缘工艺就是将拉伸件(或翻边件)边缘卷成一定形状的一种冲压方法。
桶盖螺圈的锁装就是靠卷缘模卷缘锁装的。如图7-44所示,当模具逐渐下压时,螺圈垂直边缘逐渐卷成圆弧形的过程,且圆弧形包住桶盖的翻边直壁,完成桶盖与螺圈的锁装。
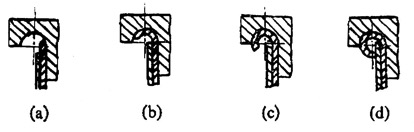
图7-44 卷缘过程
卷缘模比较简单,上模即凸模的头部具有逐渐导入的楔形体。该楔形体与圆弧光滑过渡,没有下模,仅需在冲床工作台安装一个定位即可。
卷缘模的间隙即制件与凸模之间空隙一般与拉伸模相仿,其表面粗糙度较拉伸高,制造精度与拉伸相同。
三、矫形模
在封闭器生产中矫形指的就是整形。
整型主要对封闭器的拉伸制件后进行最后冲压加工,使制件的形状和尺寸精度符合要求。
拉伸件的整形模与一般拉伸模的结构没有多大差异,不同的是整形模工作部分的精度、粗糙度要求更高,圆角半径较小,凸、凹模之间的间隙也小,在冲床滑块行至下死点时,需要整形的平面或圆角与模具刚性接触。图7-45所示的是桶塞整形的结构。
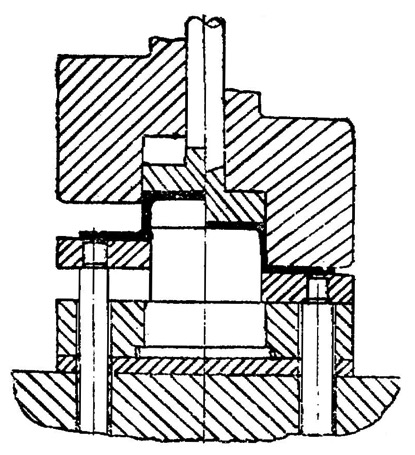
图7-45 整形模结构
如果只整形凸缘平面及其圆角,为了便于卸件,芯模常做成带锥度的,如图7-46所示。
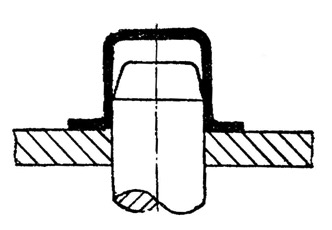
图7-46 整形芯模

