制桶工艺学
第七章 冲压
第三节 冲压常见缺陷与改善措施
生产上如果出现了废品或产品出现了缺陷,应及时找出产生废品或缺陷的原因并采取相应措施加以消除或改善。本节列出了常见的废品或缺陷类型、产生原因及改善方法。
7.3.1 冲裁件的常见缺陷与改善措施
冲裁件的常见缺陷、产生原因以及改善措施如表7-7所示。
表7-7 冲裁件的常见缺陷与改善措施
| 序号 |
质量问题 |
原因分析 |
改善措施 |
1 |
剪切断面带有裂口,和较大毛刺的双层断面
(图例B7-7-1) |
间隙小于合理间隙、凸、凹模刃口处的裂纹不重合
(图例7-7-2) |
修磨凸、凹模间隙 |
2 |
断面斜度大、形成拉断的毛刺、圆角带处的圆角增大
(图例B7-7-3) |
间隙过大、裂纹下重合
(图例B7-7-4) |
更换新的工作零件 |
3 |
冲孔件孔边毛刺大,落料件圆角带圆角增大
(图例B7-7-5) |
凹模刃口磨钝
(图例B7-7-6) |
修磨凹模刃口 |
4 |
落料件上产生的毛刺冲孔件产生大倾角
(图例B7-7-7) |
凸模刃口磨钝
(图例B7-7-8) |
修磨凸模刃口 |
5 |
落料、冲孔件上产生毛刺、圆角大
(图例B7-7-9) |
冲裁凸、凹模刃口磨钝
(图例7-7-10) |
修磨凸、凹模刃口 |
6 |
缺口
(图例B7-7-11) |
材料放得不正确 |
调整定位装置 |
7 |
毛料分布不均
(图例B7-7-12) |
1)凸模不同心
(图例B7-7-13) |
调整凸模、凹模间隙,使其尽量均匀 |
2)凸、凹模不垂直
(图例B7-7-14) |
重新调整安装凸、凹模 |
8 |
(图例B7-7-15) |
定位芯与凸模不同心 |
更换定位芯或凸模 |
表7-7图例B7-7-1
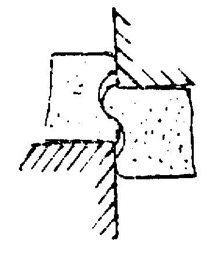
表7-7图例B7-7-2
表7-7图例B7-7-3
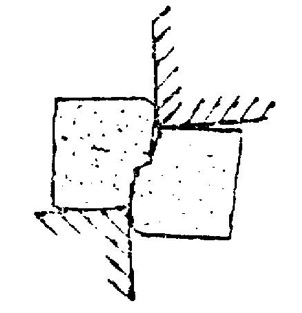
表7-7图例B7-7-4
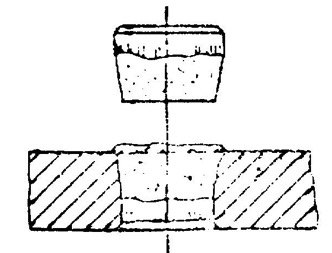
表7-7图例B7-7-5
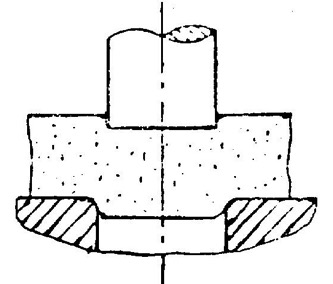
表7-7图例B7-7-6
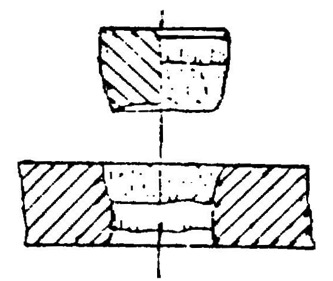
表7-7图例B7-7-7
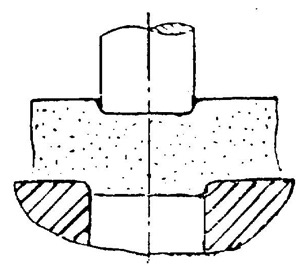
表7-7图例B7-7-8
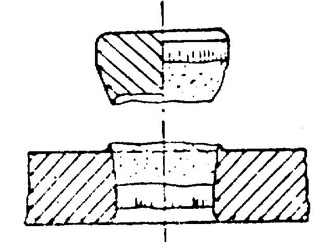
表7-7图例B7-7-9
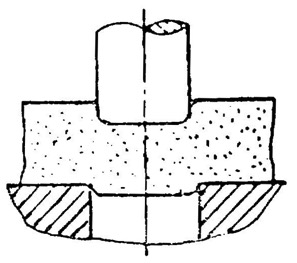
表7-7图例B7-7-10
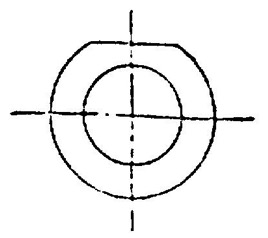
表7-7图例B7-7-11
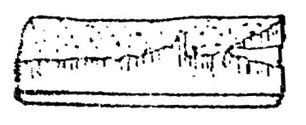
表7-7图例B7-7-12
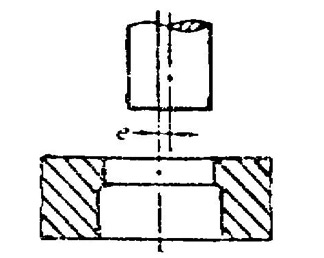
表7-7图例B7-7-13
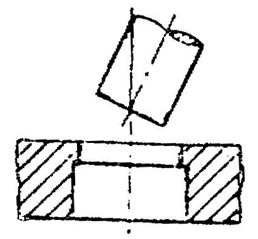
表7-7图例B7-7-14
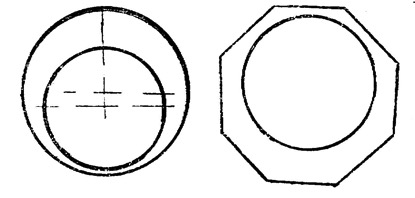
表7-7图例B7-7-15

