制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.2 拉伸模
拉伸是制桶冲压中主要工艺方法之一。桶顶底盖、封闭器落料拉伸,TM27×2螺圈的二次拉伸等。
一、拉伸的工作原理
拉伸是利用拉伸模将平板毛坯压成筒形零件,或将筒形的毛坯再压成筒形零件的冲压工序。
圆筒形拉伸件是拉伸中最简单和最典型的,因此,我们取一圆形平板毛坯来研究在拉伸凸、凹模作用下逐渐压成圆筒形工件的过程。
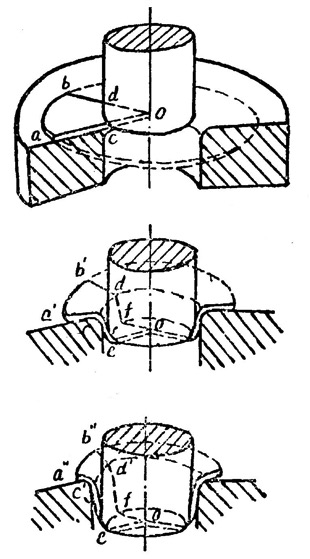
图7-20 拉伸变形过程
如图7-20所示,在平板毛坯上取一个扇形部分oab,凸模下压,毛坯逐渐被拉入凹模。扇形oab演变成以下三个部分:
筒底部分——oef;
筒壁部分——ecdf;
凸缘部分——ca′b′d。
凸模继续下降,筒底基本不动,凸缘部分的材料继续转变为筒壁,于是筒壁逐渐加高,凸缘逐渐缩小。由此可见,毛坯的变形主要集中在凸模表面的凸缘上,拉伸过程就是使凸缘逐渐收缩,转化为筒壁的过程。
二、拉伸件毛坯尺寸计算
拉伸件的毛坯尺寸计算以最后一次拉伸成形的工件尺寸为基础,接照拉伸前毛坯面积等于拉伸后工件面积的关系求出。
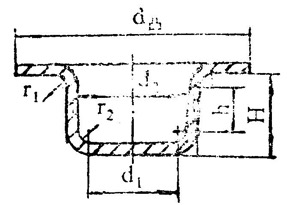
图7-21 封闭器毛坯
由于封闭器的拉伸件是形状极为简单的制件。如图7-21所示。其毛坯尺寸计算是:

若的r1=r2=r时,则

或


