制桶工艺学
第七章 冲压
第二节 冲压模具
7.2.1 冲裁模
四、冲裁模工作尺寸及制造公差
(1)凸、凹模尺寸确定原则桶顶底盖、封闭器的落料拉伸,封闭器的切边,属落料模一类。
桶盖的拉伸冲孔翻边复合工序中冲孔,属冲孔模一类。
实践证明,落料尺寸由凹模刃口尺寸决定,而冲孔件尺寸由凸模刃口尺寸决定,所以,在确定凸、凹模工作尺寸时,应按落料和冲孔两种情况分别考虑。
落料时,先确定凹模工作尺寸,其大小应取接近于或等于制件的最小极限,以保证凹模磨损到一定尺寸范围内,也能冲出合格制件。凸模公称尺寸应比凹模公称尺寸小一个最小合理间隙。
冲孔时,先确定凸模工作尺寸,其大小应取接近于或等于孔的最大极限尺寸,以保证凸模磨损到一定尺寸范围内,也能冲出合格的孔。凹模公称尺寸应比凸模公称尺寸大一个最小合理间隙。
(2)凸、凹模尺寸与公差的确定。凸凹模的制造公差主要与制件精度和形状有关。一般比制件精度高2~3级。
落料模和冲孔模的允许偏差位置分布不相同。见图7-17所示。
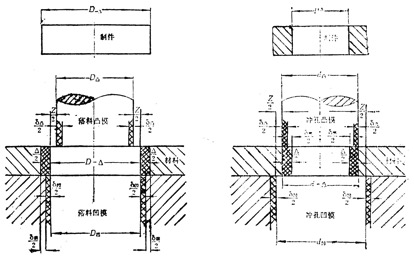
图7-17 落料冲孔模允许偏差位置分布
a.落料:设制件外形尺寸为,其凸、凹模工作尺寸的计算公式如下:
D凹=(D-K?Δ)+δ凹
D凸=(D- K?Δ-Zmin)-δ凸
式中D凸、D凹——分别为落料凸、凹模基本尺寸(mm);
D——制件外形基本尺寸(mm);
Δ——制件公差(mm);
Zmin——凹、凸模的最小双而间隙(mm);
δ凸、δ凹——凹、凸模的制造公差(mm)
一般按2级精度制造,也可以取
δ凹=(1/4)Δ
δ凸=(1/4~1/5)Δ
K——系数。K=0.5~1。
b.冲孔:设制件尺寸,其凸、凹模的工作尺寸的计算公式如下:
d凸=(d+k?Δ)-δ凸
d凹=(d+ k?Δ+Z最小)+δ凹
式中:d凸、d凹——分别为冲孔凸、凹模基本尺寸(mm);
d——制件孔的基本尺寸(mm)
其余符号含义同上式。
如凸、凹模分开加工,必须满足下列条件:δ凸+δ凹≤Zmax-Zmin。如果δ凸+δ凹>Zmax-Zmin,应该提高凸、凹模的制造精度来满足上式。
五、冲裁模的结构
在制桶冲压中,以单工序冲裁模形式只有封闭器切边模,其余与冲裁有关的工序均是复合工序。故这儿仅介绍切边模。
(1)模具基本结构的分类。一般模具都由上模和下模两部分组成。上摸部分与冲床滑块紧固在一起,随滑块上下往复运动,所以又称活动部分,下模部分用压板垫块等固定在冲床台面上,所以又称固定部分。
不论是冲裁模、拉伸模、弯曲模、卷缘模,还是复合模,由于其复杂程度不同,因而组成模具的零件数量不同,但都可以分为以下六种。
a.工作零件。包括凸模和凹模,它们的作用是直接冲成制件。
b.定位零件。包括定料箱、侧刃、挡料销、定位扳、侧面导板、侧压板等。它们的作用是保证送料时有良好的导向,控制送料进距或使坏料有正确位置。
c.卸料、压料及推料零件。包括卸料板、推料板等,它们用于压紧材料或毛坯,或将制件(废料)从模具中推出。
d.支承及夹持零件。包括上托、底座、冲头把、固定板、垫板、限位器等。它们用于安装其它零件和传递工作压力。
e.导向零件。包括导柱、导套、导板、导筒等。在工作过程中,这些零件的作用是保证上、下模之间相对位置正确,提高制件的质量。
f.紧固件及其它零件。包括螺钉、销钉、弹簧等。它们用于模具中连接固定各个零件或配合其它动作。
模具安装分顺装和倒装,当凹模装在下模部分,凸模装在上模部分时,称为顺装;当凹模装在上模部分,凸模装在下模部分,称为倒装。
(2)切边模。封闭器成形中,桶塞是带凸缘的位伸件,必需将多余的边缘切掉,图7-18是桶塞切边模。
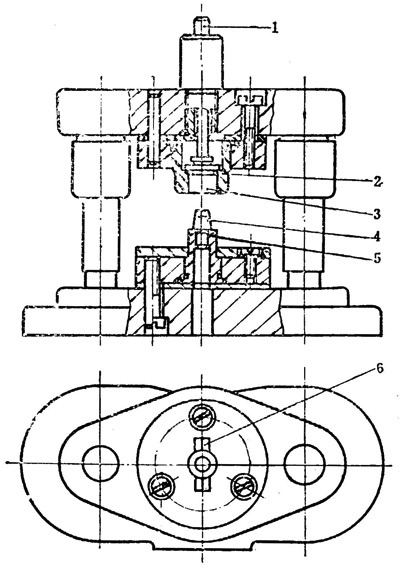
图7-18 切边模
1-顶杆;2-凹模;3-推板;4-定位柱;5-凸模;6-废料切刀
当桶塞套在定位柱4上后,上模下冲,利用顶杆1、推板3自身重量对被切边的制件有个微小压力,上模继续往下,通过切边凹模2和凸模5将多余边料切去。
初始切边时,废料切刀6不起作用,切下的废料形成一个个环状箍套在凸模5上,当积存的废料厚度到一定值时,最下面的一个废料环与切刀的刀刃接触,只要上凹模再往下冲时,切刀立即把废料环切断而分成两部分,废料脱离凸模片落在底座上。
废料切刀是在一个整体零件上开有两个刀刃,刀刃都紧挨着凸模,如图7-19所示,其刀刃高度比切边模的刀刃低,常取大于被冲料厚的2.5~4倍,但不小于2mm,使凹模刀刃不致碰到切刀的刀刃而损坏。
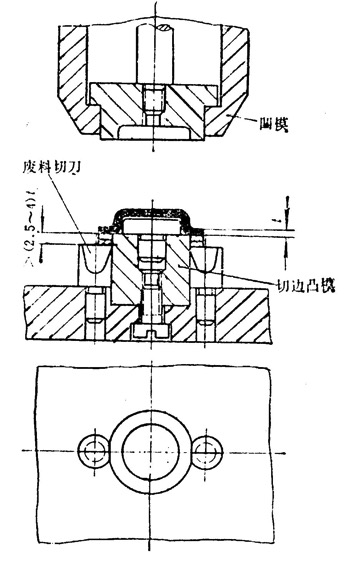
图7-19 废料刀的装置形式

