制桶工艺学
第七章 冲压
第一节 冲压设备和工艺
7.1.2 冲压工艺
冲制桶顶底盖、封闭器零件时,由于制件的形状,尺寸和精度要求不同,因此在生产中,所采用的工艺也各不相同,根据材料总的变形性质制桶冲压可分为两大类四种基本变形方式。
一、冲压工艺的两大类
(1)分离工艺。板料在外力作用下,变形部分的应力超过了材料的强度极限时,使板料断裂而分离。
(2)塑性变形工艺。板料在外力作用下,变形部分的应力超过了材料的屈服极限,但未达到强度极限时,仅产生塑性变形而得到一定形状和尺寸。
二、冲压工艺的四种基本变形方式
(1)冲裁。沿封闭或不封闭线,使材料的一部分与另一部分分离。属于冲裁变形的有桶底盖和封闭器零件在落料拉伸复合
序中的落料,封闭器锁装工艺中拉伸冲孔翻边复合工序中的冲孔,封闭器的切边,板口的切断。
(2)弯曲。将平整的板料变成弯曲件。属于弯曲变形的是封闭器板口的U形弯曲。
(3)拉伸。将平整的板料冲压成所需形状的空心件。属于拉伸变形的是桶顶底盖、封闭器落料拉伸复合工序中的拉伸及扳口拉伸等。
(4)成形。用各种性质的局部变形来改变制件的形状。属于成形变形的有螺圈锁装工艺中拉伸冲孔翻边复合工序中的翻边及卷缘工序的卷缘,封闭器的整形及整边,桶盖标志的压印。
制桶冲压基本工序的分类与特性见表7-2。
三、冲压工艺的两种方法
在冲压制件过程中,为了提高生产率,常采用两种方法,一种方法是把可以合并的工序合并,组成一个新的工序,该工序称为复合工序,如落料拉伸,拉伸冲孔翻边,切断弯曲等。另一种方法是采用多工位冲压,如桶塞采用多工位冲压,其特性和分类见表7-3。
表7-2 制桶冲压基本工序的分类与特性
| 工序 |
图例 |
工序性质 |
应用场所 |
分离 |
冲裁 |
落料 |
B7-2-1 |
用模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料 |
落料拉伸复合工艺 |
冲孔 |
B7-2-2 |
用模具沿封闭线冲节板材,冲下的部分是废料 |
拉伸冲孔翻边复合工艺 |
剪切 |
B7-2-3 |
用剪刀或模具节断板料,切断线不封闭 |
切断弯曲复合工艺 |
切边 |
B7-2-4 |
将拉伸或成形后的半成品边缘部分的多余材料切掉 |
节边和切角工艺 |
成形 |
拉伸 |
B7-2-5 |
将板料压制成空心工件,壁厚基本不变 |
落料拉伸、拉伸冲孔翻边复合工艺 |
弯曲 |
B7-2-6 |
用模具使材料弯曲成一定形状 |
切断弯曲复合工艺 |
翻边 |
B7-2-7 |
将板料或工件上有孔的边缘翻成竖立边缘 |
拉伸冲孔翻边复合工艺 |
卷缘 |
B7-2-8 |
将空心件的边缘卷成一定的形状 |
锁装工艺 |
整形 |
B7-2-9 |
把形状不太准确的工件校正成形 |
整形工艺 |
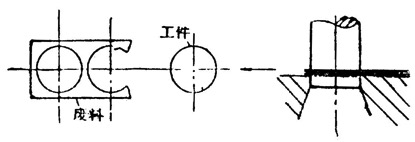
表7-2 图例B7-2-1
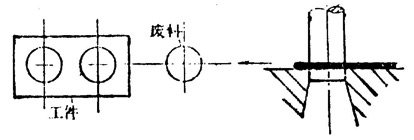
表7-2 图例B7-2-2
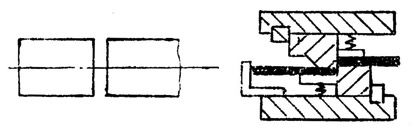
表7-2 图例B7-2-3
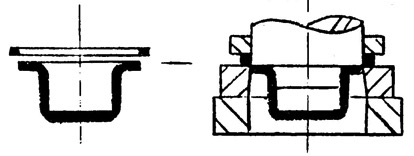
表7-2 图例B7-2-4
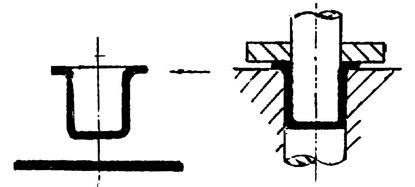
表7-2 图例B7-2-5
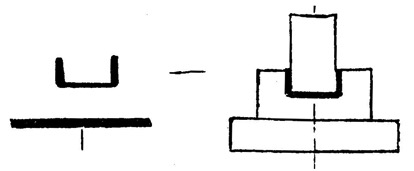
表7-2 图例B7-2-6
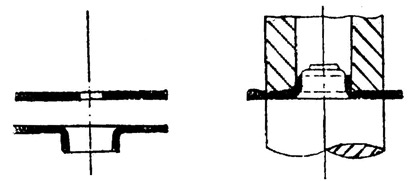
表7-2 图例B7-2-7
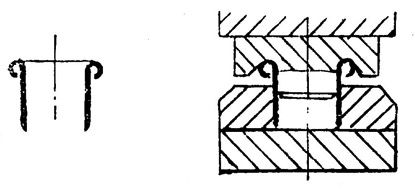
表7-2 图例B7-2-8
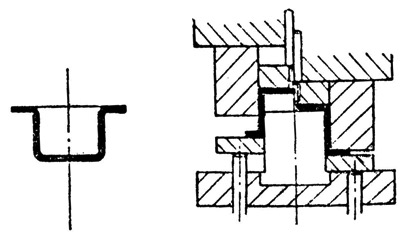
表7-2 图例B7-2-9
表7-3 复合工序的分类
| 工序类型 |
工序名称 |
图例 |
复合工序 |
落料和拉伸 |
B7-3-1 |
切断和弯曲 |
B7-3-2 |
冲孔和翻边 |
B7-3-3 |
多工位工序 |
落料拉伸-精整 |
B7-3-4 |
切边-整边 |
B7-3-5 |
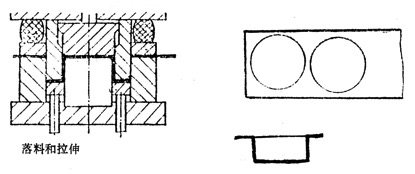
表7-3 图例B7-3-1
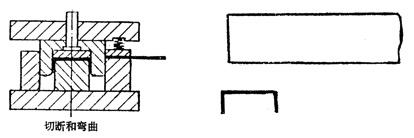
表7-3 图例B7-3-2
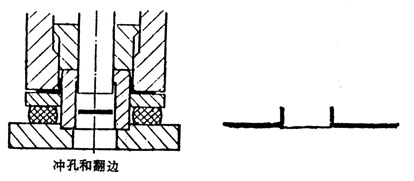
表7-3 图例B7-3-3
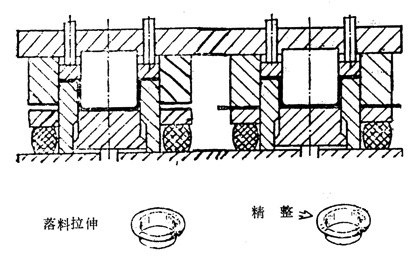
表7-3 图例B7-3-4
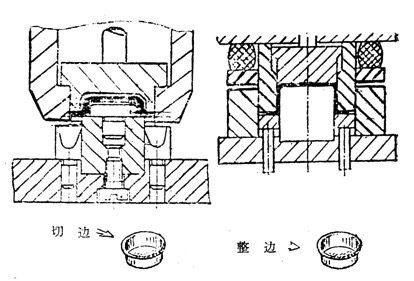
表7-3 图例B7-3-5

