制桶工艺学
第七章 冲压
第一节 冲压设备和工艺
7.1.1 冲压设备
2. 送料装置的基本结构
辊式送料装置主要零部件有辊轴、间歇机构、抬辊装置,压紧装置及制动装置等。
(1)辘轴。它是直接与条料接触的零件。在送料距较小、送料速度不高的情况下,一般采用实心辊轴;在送料距较大,送料速度较高的情况下,一般采用轴套式或空心的辊轴(图7-13)。以便减少辘轴的转动惯量,提高送料精度,并且表面镀铬,以提高耐磨性。辊轴材料一般用45号钢。热处理后研度达到HRC48~52。
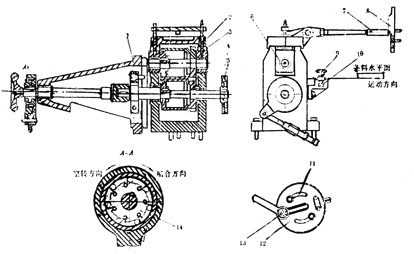
图7-13 空心辊轴结构
1-制动器;2-弹簧;3-辊轴;4-皮带轮;5-三角皮带;
6-滑块;7-杠杆;8-凸板;9-旋钮;10-方头螺钉;
11-月牙槽;12-偏心轮;13-调节器;14-超越离合器
(2)抬辊装置。抬辊装置参见7-13。用手压下杠杆7,通过滑块6抬起上辊轴3,将卷料插入两辊轴间,脱手后在弹簧2的作用下将卷料压紧。偏心轮12上开有月牙槽11,以便微调送料的迟早。辊轴送料长度由调节销13调整。通过拉杆(实际上是一个曲柄摆杆机构)和超越离合器14,间歇地将卷料拉向冲压后方。皮带轮4经三角皮带5将运动传递到卷料架上。
松开旋钮9,移动方头螺钉10使适合卷料的宽度,然后旋紧旋钮,使卷料在此固定范围内通过。凸板8固定在滑块下端,凸板调整到当冲模距卷料表面1~3mm时,凸板开始下下杠杆7,使上辊轴抬起,卷料不受辊轴约束,处于自由状态,以便导正销导正,这样可保证冲件的精度和避免由于材料张力而使模具损坏。
抬辊方法一般最常用的是杠杆式抬辊,它可利用滑块或曲轴端作动力,在滑块上安装螺钉或凸板,在滑块下移到下止点前与抬辊杠杆相碰耐抬起上辊。螺钉和凸板都可以调整,以调节抬辊时间。
(3)压紧装置。辊式送料是靠上下辊轴与料之间摩擦力来进行的。这种送进运动必然存在滑动现象,速度越大,滑动也就越大,在送料开始与结束时尤其如此。为了保证送料精度,在上辊或下辊的轴端安装压紧装置,以产生一定的压力,使上下辊与料之间保持一定的摩擦力。压力太小易打滑,保证不了送料精度;压力太大,则必须增大传递力量,间歇机构易磨损,所以压紧装置做成可调整的。目前最常用的压紧装置是安装弹簧。
(4)制动装置。辊轴在送料过程中,由于辊轴、传动系统等的惯性,使送料精度下降,特别是在辊轴较大,送进速度又高时。为了克服辊铀等零件的转动惯性,一般在上辊或下辊的端部,或者在轴上装有制动器。装在端部的叫做轴向制动器,装在轴上的叫做径向制动器。这两种制动器都是处于常制动状态,即处于经常的摩擦状态,摩擦材料采用石棉带或铸铁。

