制桶工艺学
第七章 冲压
第一节 冲压设备和工艺
7.1.1 冲压设备
二、送料装置
1. 送料装置的工作原理
冲压过程的机械化与自动化是提高冲压生产率,保证安全生产的根本途径。采用自动送料并选用成盘卷料进行冲压,可使冲床的行程利用率达到80~90%,生产率可提高2~3倍。在制桶生产中, 冲压工艺的送料机构一般采用辊式送料装置。
图7-8是双边卧辊送料装置。曲轴端部的可调偏心轮1,通过拉杆2带动超越离合器3的外壳作正反转动。超越离合器3的内圈和齿轮用键相连,因此离合器外壳的正反转动使辊铀产生间隙送料。超越离合器8同样使辊轴11向左间歇送料。左右两对辊轴由推杆7实行联动。
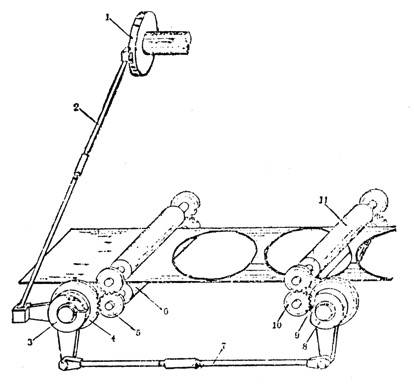
图7-8 双边卧辊送料机构
1-偏心轮;2-拉杆;3-超越离合器;4、5-齿轮;6-辊轴
7-推杆;8-超越离合器;9、10-齿轮;11-辊轴
在辊式送料中,上下辊之间的传动大都采用齿轮啮合的方法,送料时两个齿轮因条料较厚而产生附加齿隙,如图7-9所示。因而在送进速度较大的情况下, 由于辊轴等的惯性作用,就会多转过一些角度,使送进不准确。为了避免这种现象,不仅在下辊上装有制动器,而且在上辊上也装有制动器。当条料较厚时,最好采用如图7-10所示的间接传动方式,即有两对齿轮驱动,这样即使一对辊轴稍有分离,齿轮也能保证正常的传动,不致影响送料精度。
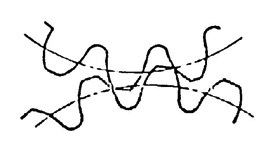
图7-9 辊轴直接传动齿隙
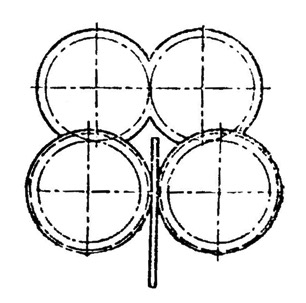
图7-10 辊轴间接传动
送料装置与冲压过程必须有节奏地配合,即冲模开始冲压时,送料装置已完成送料工作,板料静止在冲床内。冲压完成后,待凸模完全脱离凹模才能再次送料。配合关系可由周期图(图7-11)表示。由图可知,实际送料过程时间约为一个循环过程的1/2,约180°在辊式送料中,一般都有抬辊装置,以便坯料在冲压前先由导正销导正。抬辊开始点和抬辊结束点相对于滑块下止点而对称。通用压力机在达到公称压力时,滑块离下止点一般为12毫米,此时曲柄到下止点的转角约为30°。抬辊开始点一般应稍大于公称压力角。抬辊过早,由于振动,惯性等因素,可能使处于自由状态的条料发生位移,造成送进不准确。一定程度的积累误差,就会产生废品。
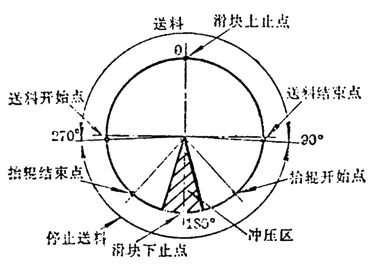
图7-11 送料周期图
条料较薄时可不设抬辊装置。此时开始,只要避开冲压区,可以提早送料,如图7-12所示。
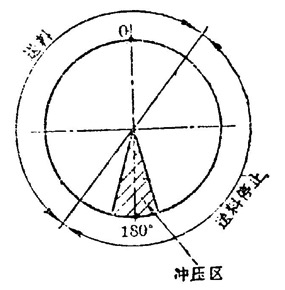
图7-12 无抬辊装置的送料周期图

