制桶工艺学
第七章 冲压
第二节 冲压模具
在制桶生产中,广泛应用冲压技术。影响冲压制件质量和产量的,主要是冲压模具,因此合理地使用和应用冷冲压模具并注意其质量,延长其寿命是问题的关键。
本节简述冲压变形过程的基本原理开始,较详细地介绍制桶冲压模具的各种参数。并紧密结合制桶生产实际,广泛收集生产实践中的资料和先进经验。为满足中级技术工人的要求,还将介绍一些实用的模具技术参数。
本书首先介绍单工序冲压原理及模具技术参数,然后再阐述复合工序及其模具。
7.2.1 冲裁模
一、冲裁的工作原理
冲裁是制桶冲压生产的主要工艺方法之一。例如封闭器及桶顶底盖落料拉伸的落料,封闭器的切边,桶塞板口的切断等均属冲裁。
冲裁时,板料在凸凹模的作用下,相互分离而完成冲裁工作。其分离过程是在瞬间内完成的。冲裁的变形过程,如图7-14所示,一般分下面三个阶段。
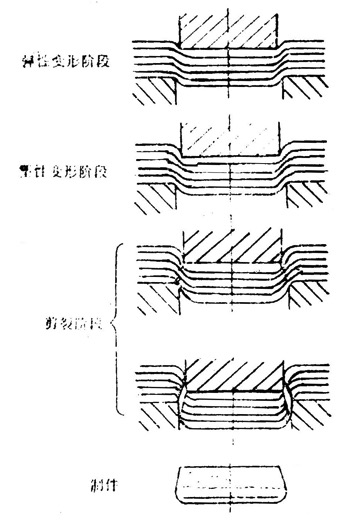
图7-14 冲裁变形过程
(1)弹性变形阶段。在凸模压力下,板料开始发生弹性压缩和弯曲变形,并略微挤了凹模型孔,板料与凸、凹模接触处形成很小圆角。随着滑块下移,冲裁力不断增大,板料的内应力达到弹性极限,这个过程为冲裁的弹性变形阶段。
(2)塑性变形阶段。凸模继续下压,并将部分金属材料挤入凹模的工作孔内,使其金属纤维发生弯曲及拉伸,当材料受力超过弹性极限,达到屈服极限时,开始塑性变形,在这段内,材料接近凸、凹模的刃口部分,应力达到了最大值,相当于金属的抗剪强度,这个变形过程为塑性变形阶段。
(3)剪裂阶段。由于凸模继续下压,板料从凸、凹模的刃边开始,出现微小裂纹,并不断向材料内层扩展,当上下裂纹重合时,板料即被裁断分离,至此,基本上完成了冲裁的工艺过程。以后的过程则克服摩擦,将冲下的板料推出。
冲裁件的断面一般不是很平整光滑的,一般在断面上可以分出三个比较明显的区域,如图7-15所示。断面的上部是比较粗糙的拉断面,呈圆锥状,称为断裂带。断裂带主要是由于拉应力的作用,使金属纤维断裂而形成的。中部是比较光滑的圆柱体,称为光亮带,它是在金属产生塑剪变形时形成的。下部紧接圆柱体的是个具有很小圆角的球缺体,称为圆角带。它是在冲裁过程中,塑性变形开始时,由于金属纤维的弯曲和拉伸而形成的。上端四周的微小尖刺叫毛剌。整个冲裁件有点翘曲。在冲孔件的断面上,也有类似的三个区域,但分布位置与落料件正好相反,如图7-15所示。
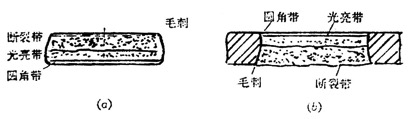
图7-15 冲裁件的断面
(a)落料件;(b)冲孔件

