制桶工艺学
第四章 桶身整形
第一节 桶身整形设备和工艺
二、波纹机
波纹机是在桶身璧上滚轧出波纹状加强筋的制桶专用设备。波纹机是应桶身整形工艺中的在桶体璧上需有波状加强筋的要求而设置,它属于整形设备的一个组成部分。但并非必不可少。若整形工艺不要求滚轧波状加强筋,则可将其旁置,或不设。波纹机也是特殊类型的专业机械,它的构造、性能、工作原理以及传动系统与前己详述的机械传动旋压成形扳边机类同。其成形方式也是旋压成形,但波纹机的动力传递是单流的,只将转动扭矩送至下波纹滚轮轴。波纹机是
利用摩擦力的作用使落在下波纹滚轮上的桶体在压力下与滚轮同步旋转,并使桶体在上、下波纹滚轮的作用下使其与滚轮接触的部位上产生局部的塑性变形。这种在桶身壁上辊轧波纹属局部成形,变形区材料受双向拉伸作用。
1. 波纹机的运动及运动原理
波纹机的运动亦分为主运动(成形运动)和辅助运动。其成形运动不是单一运动。波纹上、下滚轮相当于波状靠摸,桶身璧上波纹的产生是利用仿型运动,因而波纹滚轮执行的成形功能是周向旋转、径向进给及仿型这些复合运动的综合体现。其它运动过程与运动原理和扳边机类同,不再重复叙述。
2. 工作程序
桶体由扳边机打桶气缸送出,滚入波纹机中心位置,此时离合器接合,上波纹滚轮在凸轮操纵下压入桶体,同时上波纹滚轮在主轴带动下转动,通过接触面的摩擦力而使桶体和上波纹滚轮被动地同向旋转,进行波纹成形。成形完成后,上波纹滚轮抬起,打桶气缸动作,将已完成波纹成形的桶体送人下一工序。
3. 波纹机的传动系统
该机传动系统由连续回转运动和往复摆动组成。连续回转运动由带传动、齿轮传动和蜗轮蜗杆传动组成,往复摆动则由凸轮机构实现。
如图4-10所示是波纹机传动系统图,由图可比较出波纹机与扳边机的传动系统的异同处:两机的传动形式与传动构成件基本相同。但波纹机仅下波纹滚轮轴为转动主轴,上波纹滚轮轴无动力,它仅能在上波纹滚轮与桶体接触后才能在下滚的带动下受摩擦力驱使与桶体一起被动旋转。
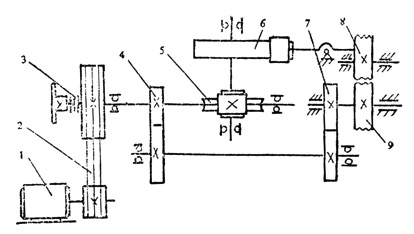
图4-10 波纹机传动系统图
1-电机;2-带传动;3-离合器;4-齿轮传动;5-蜗轮蜗杆传动;
6-凸轮机构;7-传动齿轮;8-上滚;9-下滚
4. 波纹机的构造
(1)传动件。由传动系统图可知,电机输出功率经由带传动和二级齿轮传动递送至主轴(下波纹滚轮轴),因而其转速:
n主=n电×i皮×i齿 (转/分)
波纹滚轮的线速度 V波=πD波n主 (毫米/分),式中D波——波纹滚轮的外廓直径(毫米),波纹滚轮的外廓直径尺寸(190mm)与板边滚轮用于计算的有效工作直径(190mm)相同,因而其成形滚轮的工作速度基本相同,不再具体代入计算。
(2)工作部件。波纹滚轮的形状、工作状态和主轴安装情况如图4-11所示。主轴仅作旋转运动,无轴向进给运动,其结构、形状是由其上零件的安装型式与工艺性能决定的。
图4-11 波纹机工作部位图
凸轮的构造及有关参数,波纹机凸轮机构的功能和使用目的、操纵方式和机构型式以及摆动角位移曲线与板边机基本类似。但因为两者的成形运动形式不同,成形运动的完成时间也有较微小的差别,因而其三段有效工作轮廓线与板边机凸轮廓线略有差异,由图4-12中可看出。
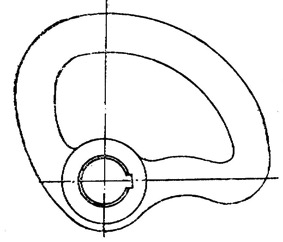
图4-12 波纹机凸轮轮廓图
(4)工作部件的轴承选择和调整。上波纹滚轮轴的支承采用滚动轴承,齿轮轴的支承也为滚动轴承。下波纹滚轮轴及其它支承部位采用滑动轴承。滚动轴承能在转速和载荷变动幅度很大的条件下稳定地工作,并且其摩擦系数小,又有专业工厂制造,选用方便。但它径向尺寸较大,易引起嗓音和振动。故在波纹机中的一般传动轴,如齿轮轴和上滚轮轴用滚动轴承,而转动主轴等采用滑动轴承用滚动轴承,而转动主轴等采用滑动轴承,因为滑动轴承的抗振性良好,运转平稳,且结构紧凑,适用于制桶机械。
波纹机采用的滚动轴承是单列圆锥滚子轴承,它即能承受径向载荷也能承受轴向载荷(波纹成形时主轴承受的主要是径向载荷),承载能力、刚度和抗振性能都较好。调整轴承的内、外环的相对位置就可消除间隙或预紧。滑动轴承的径向间隙的调整方法是靠刮研,采用剖分式滑动轴承。
(5)辅助部件。主要是指支承件。支承件的作用是使各有关零件正确定位并保持其相对工作位置。波纹机的支承形式亦为横卧式床身。这是出于工艺结构的需要和与其它设备相互衔接以及润滑有利等诸因素的全面考虑。支承件有床身、拖板、箱体诸部件。其结构、原理与安装固定形式都类同于扳边机。因而不再赘述。

