制桶工艺学
第四章 桶身整形
第一节 桶身整形设备和工艺
4.1.1 桶身整形设备
一、扳边机
扳边机是制桶机械设备的基本组成部分,是在桶身直缝焊接后进行桶身整形工艺的第一工序——扳边,它是制作桶身两端垂直展开凸缘的特殊类型专业机械,利用扳边胎具与机械装置完成加工过程,操作单一简便,生产过程较稳定。成型尺寸和质量由扳边胎具保证,一次成形,经过扳边后,桶端边缘不再作其它机械加工。从分类上看,按成形方式和传动类型区分,基本上有以下三种:
(1)传统的机械传动旋压成形扳边机。目前大部分工厂仍沿用此类扳边机。其结构简单,工艺成熟,便于操纵维修。但机器属开式传动,噪音大,生产环境不佳,且此种成形方式是整形胎具沿桶端圆周滚动,不能完全保证成形过程中沿桶端圆周的扳边角度和宽度完全一致,工艺质量的影响因素较多,整形结果的同一性较难实现,会影响后续工艺——卷边的质量。
(2)液压传动偏心滚压扳边成形机。某些引进设备即为此类。该种扳边机的周边扳边宽度及角度是由人工调整定尺桶圈确定,一经调定,不会更移,比较灵活可靠。然而我国目前液压元件尚不尽理想,技术难度大,因而国产的此类扳边机工作效率还不能达到机械传动旋压扳边成形的水平。
(3)机械传动挤压式扳边机。从美国引进的扳边设备就为此种类型。此类扳边机的扳边角度和尺寸是由机器两端的桶身扳边内衬盘的形状和尺寸决定,板边质量的影响因素相对较少。是目前国内现有设备中较为先进的。
扳边成形过程是在常温条件下进行的,扳边时,桶端边缘在扳边胎具的作用下,由点到线,由线到面,使桶端边缘紧贴扳边下模成形。在成形过程中,桶身边缘部分内表面径向受拉,桶身边缘的外表面径向受压,于其内部产生使之变形的内力,当内力的作用达到一定数值时,一方面在与施力滚轮的接触点产生局部塑性变形,另一方面在沿施力加压的方向倒伏,是以伸长为主的变形方式,从而获得我们所需要的桶端边缘扳边形状和尺寸o桶身两端翻成竖立的直边属内缘不变薄翻边。
因为桶径与扳边宽度比较要大得多,故变形系数较小,且桶身板材是低碳钢,塑性优良,材料的相对厚度极小(料桶径与材料厚度的比值),在扳边过程中材料变形破裂的可能性很小。我们以目前使用仍较广泛的机械传动旋压式传统扳边机为例介绍扳边机的构造、运动原理等性能。
1、扳边机的运动
扳边机的运动分为主运动(成形运动)和辅助运动两部分。主运动是指完成旋压成形的运动。辅运动是指扳边操作中除旋压成形运动以外的其他运动,如上、夹料和进、退等。
工作程序是:桶体由输送链送至扳边机,滚入扳边机中心位置,离合器接合,上扳边滚模(轮)在凸轮机构的操纵下不断下压,同时上、下滚模(轮)在主轴带动下转动,带动桶体作周向旋转、径向进给使桶端压出所需形状;成形完成,上滚在凸轮操纵下抬起,扳好边的桶体由打桶气缸推出,送进波纹机,于此同时另一桶体被输送链送入,第二次工作循环开始。
2、扳边机传动系统
该机传动系统由连续回转运动和往复摆动组成。连续回转运动由带传动、齿轮传动和蜗轮蜗杆传动组成,往复摆动由凸轮机构实现。
扳边机的传动系统由动力源——电机经齿轮传动出发分为两路,如图4-2所示。一路经蜗轮蜗杆减速带动凸轮机构,由凸轮机构控制上扳边滚轮上下摆动而实现挤压凸缘加工的进给运动;另一路经齿轮传动将扭矩传给上、下扳边滚轮的主轴,使其在上扳边滚轮压下的同时,上、下滚轮带动桶身作周向转动,以完成扳边加工。

图4-2 板边机传动系统图
1-电机;2-带传动;3-离合器;4-圆柱齿轮传动;5-蜗轮蜗杆传;
6-操纵上滚轮运动轨迹的凸轮机构;7-带动上、下滚轮转动的传动齿轮;8-上滚;9-下滚
3、扳边机构造
(1)传动件。电机选择三相交流异步电动机。这种电动机结构简单,维护容易,价格也相对便宜,能经受频繁地起动和反转。
主轴转速的确定。由传动系统图可看出电机输出的功率经一级皮带传动和二级齿轮传动将扭矩传递给上、下轴,因而转速的求得:
n主=n电×i皮×i齿 (转/分)
而板边滚的线速度:V滚=πD滚n主 (厘米/分)
以目前通用的扳边机为例计算一下扳边滚的线速度和钢桶转速:
电机功率:3kw,转速n电=1440转/分;
一级皮带传动:i皮=φ198/φ338
二级齿轮传动:i齿=(16/64)×(14/28)
则主轴转速:n主=n电×i皮×i齿=1440×(φ198/φ338)×(16/64)×(14/28)≈105(转/分)
忽略机械损失,则钢桶转速计算如下:
V滚=πD滚n主=π×190×105≈496(毫米/分)
而钢桶的圆周:πD1=π×560≈1759(毫米)
πD2=π×571.5≈1794(毫米)
所以钢桶转速:V滚/πD1=62496/1759≈36(转/分)
V滚/πD2=62496/1794≈35(转/分)
板边作用力分析:
如图4-3所示,施力主动都是扳边上滚,其在扳边时施加扳边力P于桶端边缘的接触点。P力按空间直角坐标分解成三个分边:Px、Py、Pz。其中,切向力Px是扳边上滚绕桶身周边推进,为克服一定的变形摩擦阻抗所需的作用力;径向分边Py是扳边上滚向桶体中心推进,克服桶身板材的了屈服极限使桶身端缘周边产生一定的径向变形所需的作用力;此力在三分力中数值最大,至少要大于板材的屈服极限,但又不能大于板材的抗拉强度,应介于二者中间为宜。轴向分力Pz是扳边上滚沿轴向紧向紧压扳边边缘所需的作用力,其值很小可忽略不计,且两端缘同时扳边,轴向分边方向相反。
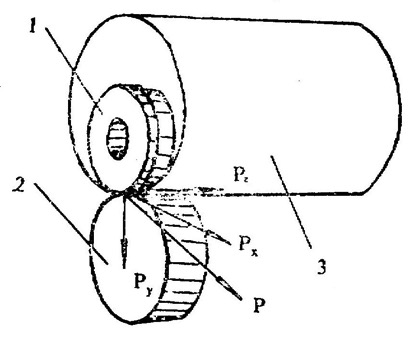
图4-3 扳边力示意图
1-扳边上滚;2-扳边下滚;3-桶身
离合器的构造。扳边机采用的是摩擦离合器。摩擦离合器是靠接触面间的摩擦力传递扭矩,可在运转中结合且结合较平稳,这正适合扳边机的工作特性。采用摩擦离合器作传动控制元件,不仅简化了整个传动机构,得以灵活调整工作行程,而且过载时可打滑起安全作用。其一般构造如图4-4所示。
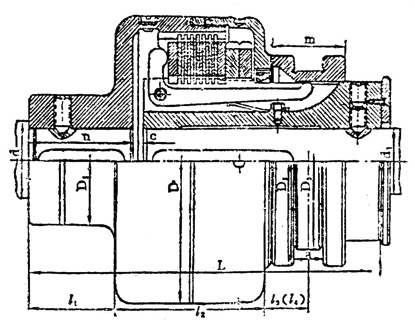
图4-4 离合器构造图
关于摩擦式离合器的型号、构造、规格等详尽介绍请参阅专著,此节仅扼要说明有关的技术特性,供选用时参考。离合器的操纵在此类扳边机上是由手扳杠杆提供离合器所需的结合力。
(2)工作部件。扳边时上、下主轴的运动位置是轴线互相平行,呈水平状态,安装在主轴上的上、下扳边滚轮作为成形工序的执行构件,随主轴运动至水平位置并相向旋转,桶身端部在上、下滚轮间被挤出凸缘。扳边机工作部位如图4-5所示。
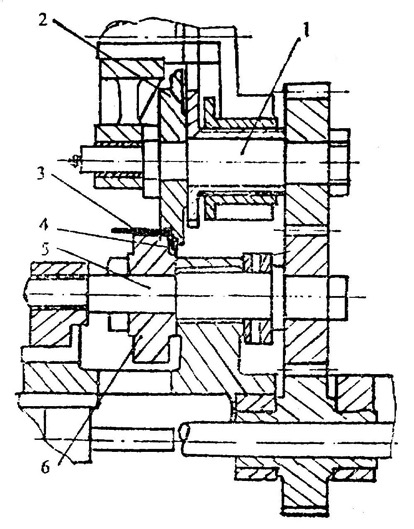
图4-5 扳边机工作部位图
1-上滚主轴;2-扳边上滚;3-桶身;4-扳边形成的凸缘;5-下滚主轴;6-扳边下滚
对静止的执行构件,只需作结构设计。而对运动的执行构件却要根据工艺操作的要求,选择和设计合适的机构使之实现预期的运动规律。下滚轮的运动形式是单纯的匀速转动,上滚轮是上下往复运动加匀速转动。该往复运动是在行程中单停留的往复摆动。在扳边机中采用了凸轮机构来实现执行构件的往复运动。
凸轮机构及有关参数。凸轮机构能使从动件作预期规律的往复移动或摆动,且工作可靠、布局方便。
对于从动系统,要求构件数目少、传动效率高、结构简单。为此,扳边机采用由凸轮直接驱动执行构件的方案。凸轮机构的执行构件就是上扳边滚轮。它作往复式单停留摆动。对其要求的运动规律是快进→扳边成形(此时执行构件在作匀速转动的同时沿径向作匀速直线运动)→快退。位移曲线如图4-6所示。其行程中的三段分别对应于凸轮的三段工作轮廓线。时间分配大约是快进、快退各占1/4;扳边占1/2。凸轮轮廓图如图4-7所示。
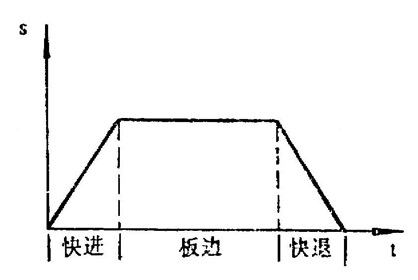
图4-6 扳边机凸轮位移线
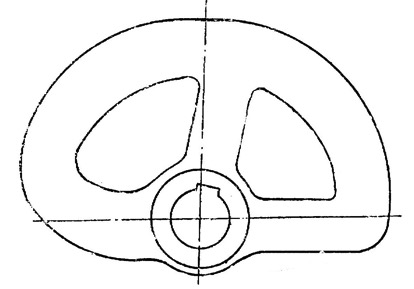
图4-7 凸轮轮廓图
扳边机上的传动轴采用滚动轴承,而上、下扳边滚轮转动主轴采用滑动轴承支承。滚动轴承系单列圆锥滚子轴承,滑动轴承为剖分式轴瓦,间隙调整主要是径向间隙调整。
(3)辅助部件
1)支承件的构造。扳边机的支承件主要是床身、移动和固定拖板和箱体。其作用是使各有关零件正确定位并保持其相对工作位置。
对支承件的要求是:
a.足够的刚度。即支承件在承受最大载荷时的变形不得超过允许值。
b.足够的抗振性。使机器能稳定可靠地工作。
c.重量适中,力求节省材料,容易搬运。
d.便于零部件的装配调试,操作保养和机器的吊运安装。
扳边机的主轴是横卧式,其优点是在于能大大改善传动的润滑条件,且便于装配、维修和保养。在扳边机上床身、箱体和固定拖板的作用主要是承重、支承活动机件,只需按照要求安装固定即可。移动拖板是上、下扳边滚轮和凸轮轴的支承件(扳边机左右两侧,一侧为固定拖板,其上各构件机体轴向无移动可能,一侧为移动拖板,其上机件轴向可有限调整)。移动拖板用螺杆调节,它可在床身导板上轴向移动而达到根据桶身长度的些微偏差适量调整工作胎具轴向位置的目的。床身、移动拖板和调整螺杆的相互位置及安装固定情况如图4-8所示。
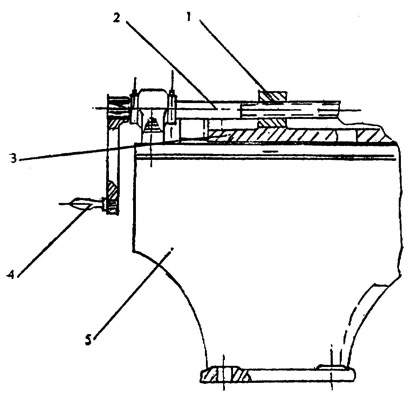
图4-8 床身、移动拖板装配简图
1-螺孔板;2-调整螺杆;3-移动拖板;4-调节手柄;5-床身
2)定位夹紧机构。鉴于桶身是一个薄壁大径的圆柱状筒形体,其刚度相对说来较差,而其进行扳边成形时,桶身的轴向和径向位置又需固定不能随意移动,因此需要适合的定位机构,但却不能采取夹持定位的形式,只得设计成挡板与托架共同构成的定位架来限定扳边工位。
扳边机的定位机构是指位于扳边机与输送链衔接一侧的定位板和托轮。其功能是对送进扳边机的待扳边桶身进行径向和轴向定位。它的工作程序是:由输送链传递过来的桶身滚至托轮上,则其桶身的径向位置便定了,再稍向前落在扳边下滚轮上,此时径向位置未变,而桶身两端边沿与定位板上滚柱面相互接触, 则此时桶身的轴向位置就在定位板的控制中。然后上扳边滚轮下落进行扳边。扳边成形过程中,随着桶身两端凸缘的形成,桶身自然缩短,便自动与定位板上滚柱面脱开,这样成形完成后桶就能顺利送出而至下一工位。
定位板用螺栓固定在拖板上。拖板上开有长槽形安装孔,使定位板可轴向调整。此定位板也即平时俗称的“靠山”。径向位置的调节可由托轮的上、下位置调整来实现。
4.偏心旋压成形扳边机
下面将前面简略述及的偏心旋压成形扳边机的构造和基本工作原理作一介绍。
这种扳边机系液压传动横卧床身式旋压成形扳边。带有独立的电气驱动和液压操纵的对中心装置。成形执行机构和对中心定位机构分别可调。偏心旋压扳边成形的工作原理:
(1) 桶身由输送架送至扳边机后,底座液压缸活塞动作,带动主轴大盘轴向移动,使桶身定位在如图4-9(a)所示位置,此时压轮液压缸活塞动作带动压轮使其向下运动。
(2) 桶身连同主铀大盘、定尺隔圈、偏心活动盘一起旋转,压轮继续下压。压轮接触桶身后,偏心活动盘在压轮压力下旋转,而偏心盘受到向下的压力后导致轴心下移,同时使桶身进入扳边成形,直至达到规定形状和尺寸如图4-9(b)所示。
(3) 压轮行程到位后,反向往上移动,偏心活动盘在弹簧作用下,带着已完成扳边成形工序的桶身,其轴心上移复位。然后主轴大盘连同定尺隔圈、偏心活动盘一起退出桶身,桶身随即被送至下一工序。
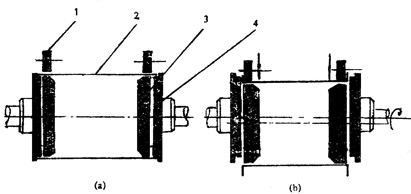
图4-9 偏心滚压式扳边示意图
1-压轮;2-桶身;3-偏心活动盘;4-主轴大盘

