制桶工艺学
第三章 焊接
第三节 钢桶焊接工艺
3.3.2 缝焊工艺
一、缝焊的特点
用旋转的滚轮电极代替点焊的固定电极,在焊件上产生一连串焊点,即可形成缝焊焊缝。
根据滚轮电极与焊接电流的不同运行配合方式可分为三种,可用图3-50所示的主要缝焊焊接循环加以说明:
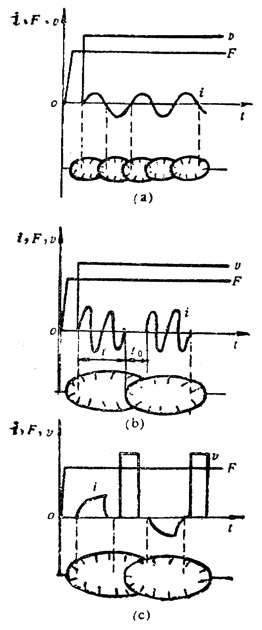
图3-50 缝焊焊接循环示意图
(a)连续缝焊;(b)断续缝焊;(c)步进缝焊。
V-缝焊速度;t-电流脉冲时间;t0-脉冲间隔时间
(a)图的连续缝焊是滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半个周波形成一个焊点,这种方式下设备较简单,生产率高,由于两滚轮电极始终通以很大电流,所以滚轮电极和焊件表面易过热,电极易损耗,焊接质量较差,焊缝易过热而产生大的压痕。
(b)图的断续缝焊是滚轮电极连续转动,焊件等速移动,焊接电流断续通过,每“通-断”一次形成一个焊点。这种方式适用于黑色金属的气密、水密及油密焊缝,制桶缝焊常采用。
(c)图的步进缝焊是滚轮断续转动,焊件相应断续移动,焊接电流在二者静止时通过,并形成焊点。由于焊接电流间断地接近,滚轮电极和焊件有冷却的机会,所以电极损耗小,焊缝不易过热,焊缝质量好,但缝焊速度较低,需要较复杂的设备,如直流冲击波焊机。这种方式适用于难焊的铝合金、镁合金缝焊。
从上所述缝焊的焊接循环可见,缝焊接头是由局部互相重叠的连续焊点构成,所以缝焊接头的形成机理在本质上与点焊相同。区别于点焊过程主要有两点:其一,由子传递焊接电流、压力的滚轮电极不断转动变换焊接位置,故电流场,温度场的分布,熔核结晶等特点的与位置变动速度有关。 因而加压,加热熔化和冷却结晶三阶段是个动态过程。其中预压及冷却结晶的压力作用不够充分,使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。其二,如第一节3.1.2所述,不可避免的分流使焊接区电流场、温度场的分布有缝焊自己的特点。
总的影响是使缝焊接头质量如熔核尺寸、内部缺陷及材料表面一般比点焊时差,缝焊的规范参数要比点焊时多。
缝焊结构的质量一般应能保证薄壁容器密封性和耐蚀性。由于缝焊接头的应力分布比点焊均匀,而且焊缝截面积大于母材纵截面,所以缝焊接头强度不低于母材金属的强度,很少把接缝的强度作为质量的主要指标。
200升钢桶焊缝有密封及强度的双重要求。常用制桶低碳钢板焊接性良好,只要缝焊接头尺寸设计及工艺参数选择合理,一般是可以保证焊缝的密封及强度的。表3-6为推荐的缝焊接头尺寸。
表3-6 推荐缝焊接头尺寸
薄件厚度
(δ/mm) |
焊接宽度
(c/mm) |
最小搭边宽度(b/mm) |
简图 |
轻合金 |
钢、钛合金 |
0.3 |
2.0+1 |
8 |
6 |
表3-6简图 |
0.6 |
2.5+1 |
10 |
8 |
0.8 |
3.0+1 |
10 |
10 |
1.0 |
3.5+1 |
12 |
12 |
1.2 |
4.5+1 |
14 |
13 |
1.5 |
5.5+1 |
16 |
14 |
2.0 |
6.5+1 |
18 |
16 |
2.5 |
7.5+1 |
20 |
18 |
3.0 |
8.0+1 |
24 |
20 |
注:1.搭边尺寸不包括弯边圆角半径;缝焊双排焊缝或边接三个以上零件时,搭边应增加25~35%。
2.压痕深度c′<0.15δ、焊透率A=30~70%,重叠量l′-f=(15~20)%l可保证气密性,而l′-f=(40~50)%l可获得最高强度。
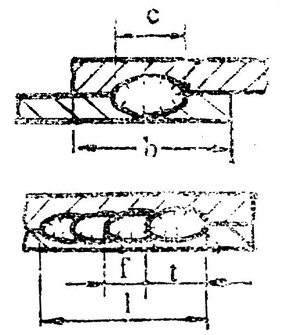
表3-6简图

