制桶工艺学
第三章 焊接
第三节 钢桶焊接工艺
四、工艺规范参数相互关系及选择
在实际焊接过程中上述各参数的影响是相互制约的。为此工艺上选定某一参数时,必须兼顾其它参数。参数的调节与稳定的能力也是衡量焊接设备技术品质的因素。
通常,上述参数中Fw、D、直接影响焊接处散热;t、Fw密切关系到塑性区的大小;如适当地增加I、t,降低Fw,则可增大核心尺寸,焊透率增大,从而提高抗剪强度。这些参数最终都是通过影响焊接处热量的生成与发散的大小及速度来定决焊点的质量。
若以加热速度快慢为主要特征,可以变化焊接电流I和通电时问t为主,形成软、硬两种不同规范。
软规范是指焊接时在较长的时间内通以较小的电流;硬规范是指焊接对在较短的时间内通以较大的电流。介于软、硬之间的规范称为中等规范。
采用软规范焊接时,加热速度放慢,焊接质量受规范参数被动的敏感性降低,对机械加压系统要求不高、接头处温度变化平缓,塑性区宽,在压力作用下易变形,可减少熔核内喷溅,缩孔、裂纹,降低内应力。在焊机功率不足,控制精度低或焊后容易产生脆性淬火组织倾向,易冷裂的金属(如低合金钢、可淬硬钢和耐热合金、不锈钢等)焊接时可采用软规范。但是软规范易造成焊点深压痕, 接头变形大,表面质量差,电极磨损快,生产效率低,能量损耗较大。
采用硬规范焊接时由于电流大,时间短,加热速度很快,焊接区温度变化快,加热区窄,所以接头过热组织少,焊点压痕深度浅,表面质量好,接头综合性能好、生产效率高。但要求焊机控制参数精度高且稳定,焊机功率要足够。由于加热速度快,如果控制不当易发生喷溅。焊接脆性和淬硬性较大的金属不宜采用硬规范。
需要注意:当调节I、t使之合成不同的软、硬规范时,必须相应改变电极压力Fw,以此进一步调整合适的加热速度及适应不同被焊材料不同的塑性变形能力。一般硬规范比软规范使用较大的电极压力。顺便指出,采用硬规范点焊工艺,其耗能仅为软规范的2/3左右。
若以焊接过程中不产生喷溅为主要特征,可以改变焊接电流I和电极压力FW,可形成几种常用规范,如美国电阻焊机制造协会(RWMA)给出了低碳钢板点焊的A、B、C 三种规范(表3-5)。
缝焊焊前的预装配点焊的使用规范应小于纯点焊规范且要求焊点偏离焊缝不超过1mm。
表3-5 低碳钢板的点焊规范
板厚
(δ/mm) |
电极头端面直径(D/mm) |
A类规范 |
B类规范 |
C类规范 |
焊接电流(I/A) |
焊接时间(t/s) |
电极压力(Fw/N) |
焊接电流(I/A) |
焊接时间(t/s) |
电极压力(Fw/N) |
焊接电流(I/A) |
焊接时间(t/s) |
电极压力(Fw/N) |
0.4 |
3.2 |
5200 |
0.08 |
1150 |
4500 |
0.16 |
750 |
3500 |
0.34 |
400 |
0.5 |
4.8 |
6000 |
0.10 |
1350 |
5000 |
0.18 |
900 |
4000 |
0.40 |
450 |
0.6 |
4.8 |
6600 |
0.12 |
1500 |
5500 |
0.22 |
1000 |
4300 |
0.44 |
500 |
0.8 |
4.8 |
7800 |
0.14 |
1900 |
6500 |
0.26 |
1250 |
5000 |
0.50 |
600 |
1.0 |
6.4 |
8800 |
0.16 |
2250 |
7200 |
0.34 |
1500 |
5600 |
0.60 |
750 |
1.2 |
6.4 |
9800 |
0.20 |
2700 |
7700 |
0.38 |
1750 |
6100 |
0.96 |
850 |
1.6 |
6.4 |
11500 |
0.26 |
3600 |
9100 |
0.50 |
2400 |
7000 |
0.89 |
1150 |
1.8 |
8.0 |
12000 |
0.28 |
4100 |
9700 |
0.54 |
2750 |
7500 |
0.96 |
1300 |
2.0 |
8.0 |
13300 |
0.34 |
4700 |
10300 |
0.60 |
3000 |
8000 |
1.06 |
1500 |
2.3 |
8.0 |
15000 |
0.40 |
5800 |
11300 |
0.74 |
3700 |
8600 |
1.28 |
1800 |
3.2 |
9.5 |
17400 |
0.45 |
8200 |
12900 |
1.0 |
5000 |
10000 |
1.74 |
2600 |
注:本表节选自RWMA规范,焊接时间栏内数据已按电源频率50Hz修订。
表3-5中的I、Fw关系可用图3-48表示成喷溅临界曲线。三条曲线各对应一种焊接工艺规范。曲线左半区为无喷溅区,Fw较高而I较小。但当焊接压力选择过大肘会造成焊点塑性环范围过宽,会导致焊接质量不稳定。曲线右半区为喷溅区,FW相对较低,I较大。由于电极压力不足,加热过快而引起喷溅,使接头抗拉强度下降,质量波动。所以将规范选在喷溅临界曲线附近(无喷溅区内)可以较低焊机机械功率获得较大的熔核和较高抗拉强度。
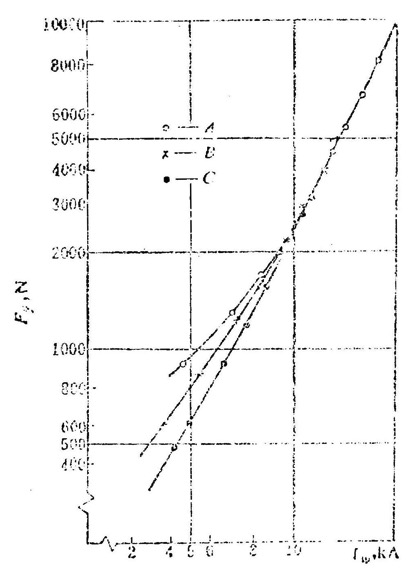
图3-48 REMA焊接规范中电流与电极压力的关系
应用上述原则时可根据被焊材料厚度选好核心直径d,再按d选好电流I,然后调整电极压力后,同时要考虑电网电压,加压系统等允许波动带来的影响,使Fw的临界值取为不发生喷溅的最低值。

