制桶工艺学
第三章 焊接
第三节 钢桶焊接工艺
三、工艺规范参数
焊接工艺规范是指焊接循环过程和决定点焊规范特点的参数。合适的规范参数是实现优质规范的重要条件。其中焊接电流、电极压力、焊接时间及电极头端面几何形状与尽寸是主要规范参数,它仍主要取决于被焊金属材料的性质、板厚及焊接设备的特点。
1.焊接电流I
焊接电流是焊接时流经焊接回路的电流,可达数万安培(A)以内。焊接电流的变化会改变焊点的尺寸(焊点直径与焊透率),进而影响焊件接头的性能。图3-45表示接头抗拉剪载荷与焊接电流的一般关系。
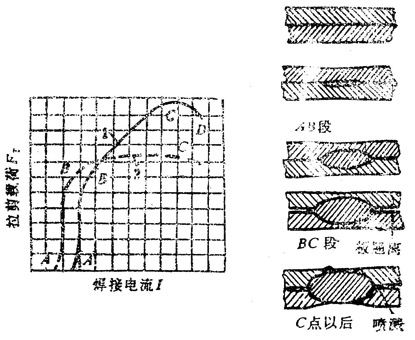
图3-45 接头抗拉剪载荷与焊接电流的一般关系
1-板厚1.6mm以上;2-板厚1.6mm以下
图中AB段,较小的焊接电流不能形成充足的热量加热焊接处,熔核不能形成或不能焊透,因此焊点的抗拉剪载荷较低且不稳定。
在BC段,内部热源及熔核尺寸随焊接电流均匀增大。当核心尺寸较大时,由于电极——板间的接触面积增大,散热加强,电流密度反而降低,使加热速度变缓,熔核尺寸增长速度及与之成正比的焊点抗拉剪载荷增长速度呈渐缓趋势。临近C点时,由于板间翘离,限制了熔核直径的扩大,同时温度场进入准稳态,因此焊点抗拉剪载荷变化不大。
C点以后电流过分增大,大为提高的电流密度使焊点急剧加热。若此时液态核心直径扩大速度远高于塑性金属环扩大的速度,引起金属喷溅,深度压坑、过大缩孔等缺陷,接头的性能随之降低。所以工艺上多以开始产生啧溅时的焊接电流作为限制使用的最大电流。
2. 焊接时间
焊接时间是指在每个点焊循环中,焊接电流的接通到停止的持续时间(s)。工频交流点焊常以周波(cyc)数计。
焊接时间对核心尺寸的影响与改变焊接电流的影响类似。当焊接时间很短时,板间接触面之间只有加热痕迹。逐渐增长通电时间才能形成塑性粘连,直至开始出现熔化核心,进一步,熔核尺寸随之增大,当超过一定值后,由于核心液态金属量增加和散热影响增大,熔核尺寸的扩大速度变慢。此时的熔核尺寸受规范参数波动的影响较小。这时的规范参数较好。
但如焊接时间再增加,熔核的焊透率会受到电极冷却的限制,其增加量比直径要小些,进而熔核以外的塑性环受电极压力和冷却作用范围或极间墩粗区所限,扩大速度变慢,此时金属液核在电极压力作用下可能会突破相对变薄的塑性环,形成喷溅,引起表面过热,深压坑、搭接边压溃。如有后续缝焊工艺就会影响缝焊接头质量。
图3-46表示点焊接头抗拉剪裁荷与焊接时间的一般关系。图中C点以后, 虽然熔核尺寸己达饱和,但塑性环还能稍稍扩大,加之加热和缓,因而一般不会发生喷溅。C点以后一定范围内的曲线较为平缓。
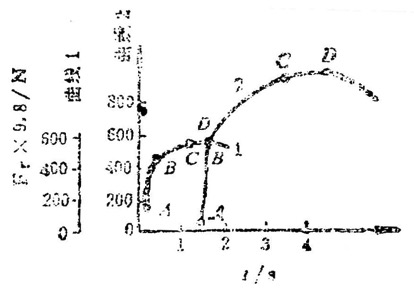
图3-46 抗拉剪载荷与焊接时间的关系
1-板厚1mm;2-板厚5mm
3.电极压力FW
电极压力是指电阻焊时通过电极焊件施加的压力(N)。电极压力决定了焊件板间接触点变形程度、电流场分布,而而影响着板件接触电阻及板件电阻生成的电阻热。也可以认为电极压力在很大程度上决定了塑性环、核心的致密程度以及会否形成焊接缺陷和接头承载能力。
图3-47表示接头承载能力与电极压力的关系。电极压力过大,接头核心的直径、焊透率大为减小,焊点强度不足。电极压力过小时,热源虽大,但不稳定,加热过急,容易发生喷溅。
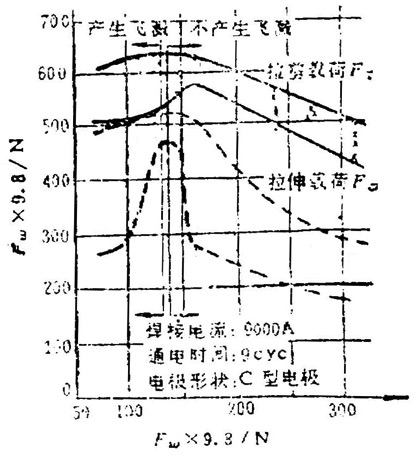
图3-47 接头承载能力与电极压力的关系
(低碳钢δ=1mm;I=9000A;t=9cyc)
实际确定电极压力在一定范围内,偏大的压力并适当加大焊接电流或焊接时间,可消除焊件间的装配间隙,刚度不匀、气路气压波动等因素引起对焊接区加热稳定性的影响,因而能提高焊接质量的稳定性,而且结果所形成的核心径向尺寸也不会减小很多,对焊点的强度影响不大。

