制桶工艺学
第三章 焊接
第三节 钢桶焊接工艺
二、点焊的工艺过程
每个点焊接头的形成均需经过一定的程序,也可称作焊接循环,由焊接控制器严格控制。
一个完整的复杂点焊接循环内可有7个程序段。一般焊接较好的金属材料点焊,如低碳钢制桶板的焊接循环内可以简化为4个程序段,如图3-42(a)所示,在良好的焊接循环条件下接头经过预压、通电和冷却结晶三个阶段的形成如图3-42(b)所示。
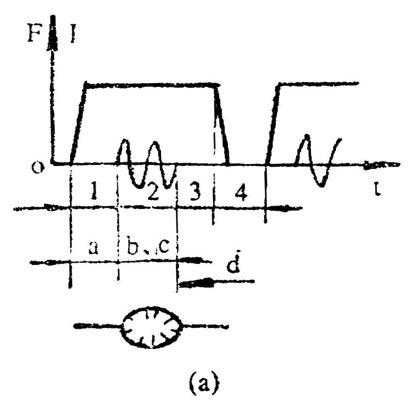
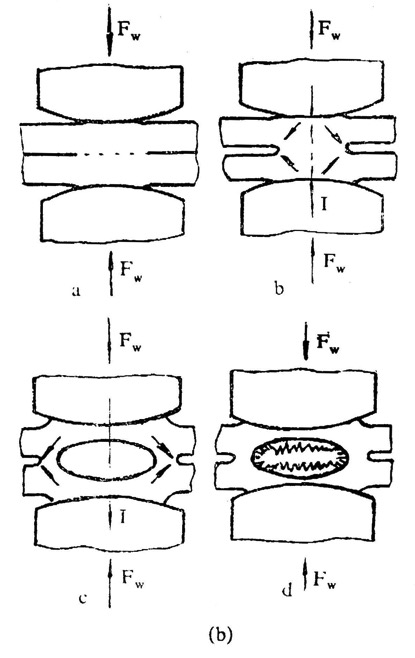
图3-42 接头形成示意图
1-加压程序;2-焊接程序;3-维持程序;4-休止程序。
a-预压;b、c-通电加热;d-冷却结晶
1.预压阶段
预压阶段FW>0、I=0。被焊金属板材在未通电的电极压力作用下,被清除一部分接触表面的不平和氧化膜,形成物理接触点,为以后焊接电流顺利通过及表面原子键合作好准备[图3-42(a)]。在焊接电流接通前预压力应达到一定值;当预压力不足,甚至未加预压力即通电焊接,此时电极与焊件间、焊件与焊件间的接触电阻过大,可能导致焊前喷溅至烧穿板件。
当焊件厚度太大、变形困难或工作表面氧化膜太厚,清理不良时,均可提高预压力或通以较小的脉冲电流进行预热,适当增加预压时间以保证焊接区能紧密接触。
2.通电加热阶段
通电加热阶段FW>0、I>0。在通电初始一段时间内,被焊件接触点扩大,固态金属加热而膨胀,在焊接压力作用下焊接处金属产生塑性变形,并挤向板件间缝隙中[图3-42(b)],继续通电加热后,开始出现熔化点,并逐渐扩大成所要求的熔核尺寸时切断电流[图3-42(c)]。
还须补充说明这个过程中可能产生的焊接喷溅现象。在点焊过程中熔核周围的金属也被同时加热,并且达到塑性状态,在电极压力作用下产生塑性变形和强烈的再结晶而形成的塑性金属环,它始终先于熔核形成且伴随熔核一起长大处于产生、扩展、部分转化为液态熔核这一动态变化过程中(图3-43);塑性金属属环紧密地包围着熔核,可防止熔化金属向外溢出,并防止周围气体侵入;如果加热过快或电极压力过小,熔核周围来不及形成塑性金属环,而内部被气化的金属压力过大即向外喷溅,这是熔核尚未形成以前的喷溅,称作前期喷溅。如果己形成小尺寸熔核后继续加热,当熔核沿径向扩展速度大于塑性区变形速度时则产生后期喷溅。当熔核轴向增长过高,在电极压力下,塑性金属环不能包容熔核,则发生外部喷溅。

图3-43 熔核、塑性环直径(d、dcc)测量曲线
1-熔核直径动态曲线;2-塑性环直径的动态曲线
(测试条件:δ=1+1mm低碳钢、I=8800A、FW=2250N)
喷溅结果使熔核液态金属减少,表面形成深压坑,降低了机械性能,也影响外观。加热不当不仅可能发生喷溅,还会使焊接区不良变形(见图3-44),过热严重时,焊点发生表面裂纹,熔核热影响区晶粒变得粗大,也会影响接头性能。
图3-44 焊接区的不良变形
(a)表面凸起;(b)带环肩的压坑;(c)板件内部礅粗
3. 冷却结晶阶段
冷却结晶阶段中Fw>0,I=0。由减小或切断电流开始,在压力继续作用下熔核完全结晶凝固后结束[图3-42(d)] 。
在这个阶段里继续保持压力有以下作用:当熔核金属凝固时体积要收缩,但当焊点加热结束后核外金属的冷却速度先于核内金属,从而在空间体积上限制了熔核的收缩,使核心易形成结孔。此外,熔核收结时会产生拉伸应力,当熔核中存在脆性组织或金属的高温强度较低,不足以克服拉伸应力时,还会在熔核中产生裂纹。为此,在冷却结晶阶段必须维持一定的锻压时间,使熔核在电极压力下塑熔变形速度始终大于被焊材料的冷却收缩变形速度,可减少缩孔、裂纹缺陷的产生机会。
常用制桶低碳钢板焊接性能较好,产生缩孔、裂纹倾向不大,只需维持正常锻压即可。对缩孔和裂纹倾向性较大和凝固快速的材料如铝合金则加大锻压,并注意加人锻压瞬时的准确性,以免失效。如在凝固开始后对焊接区施以小幅度的附加电流,补充加热也有异曲同工之效。
锻压时间的长短对焊点的机械性能也会有很大影响,如点焊1.5mm,含碳量0.2%为的低碳钢板时,锻压时间从0.1秒增加到0.5秒时,会使焊点发生脆性破裂。
由子被焊材质和焊接规范特征不同,熔核的凝固组织可有三种:柱状组织、等轴组织,柱状+等轴组织。碳钢熔核一般形成柱状组织。
点(缝)焊熔核结晶过程没有内外搅动力的影响,枝晶生成较充分;而且结晶是在封闭的塑性环内进行,熔化金属与空气隔绝,可防止金属元素蒸发与被氧化。这是电阻焊结晶区别于一般熔化结晶的二个优点。但由于熔核生成时加热集中,加热、冷却速度极快,温度变化快。如果工艺规范参数选用不当,一些裂纹、缩孔、胡须、结合线伸人等焊接缺陷就会在这个阶段生成,缝焊比点焊更为严重。

