制桶工艺学
第三章 焊接
第三节 钢桶焊接工艺
3.3.1 点焊工艺
在手动制桶焊接工艺中点焊虽属辅助工艺,然而不适当的点焊工艺会造成焊点脱开、表面压坑过深、表面裂纹,表面烧伤等缺陷,对随后的缝焊工艺改变了焊点处的某些工艺参数,从而影响焊缝质量,为此不能忽视点焊工艺。
一、点焊的一般要求
点焊后在焊件上形成的焊点一般形状如表3-3中的简图所示。
表3-3 推荐点焊接头尺寸
| 薄件厚度(mm) |
熔核直径(mm) |
单排焊缝最小搭边(mm)① |
最小工艺点距(mm)② |
简图 |
轻合金 |
钢、钛合金 |
轻合金 |
低合金钢 |
不锈钢、耐热钢、耐热合金 |
0.3 |
2.5+1 |
8.0 |
6 |
8 |
7 |
5 |
表3-3简图 |
0.5 |
3.0+1 |
10 |
8 |
11 |
10 |
7 |
0.8 |
3.5+1 |
13 |
10 |
13 |
11 |
9 |
1.0 |
4.0+1 |
14 |
12 |
14 |
12 |
10 |
1.2 |
5.0+1 |
16 |
13 |
15 |
13 |
11 |
1.5 |
6.0+1 |
17 |
14 |
20 |
14 |
12 |
2.0 |
7.0+1.5 |
20 |
16 |
25 |
18 |
14 |
5.5 |
8.0+1.5 |
22 |
18 |
30 |
20 |
16 |
3.0 |
9.0+1.5 |
26 |
20 |
35 |
24 |
18 |
注:①搭边尺寸不包括两边圆角半径r。点焊双排焊缝或连接三个以上零件时,搭边应增加25~35%。
②若要缩小点距,则应考虑分流而调整规范焊件厚度比大于或连接三个以上零件时,点距增加10~20%。
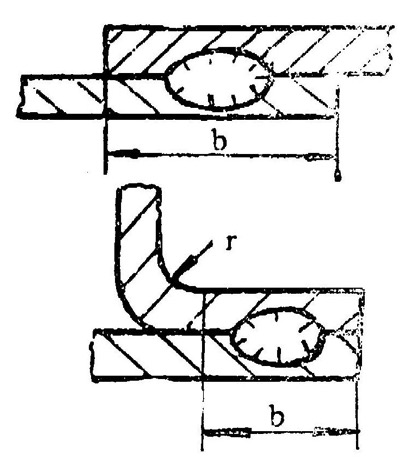
表3-3简图
在焊件贴合面中熔化金属凝固后形成的核心叫熔核。其大小以垂直于焊点中心的横截面上的宽度作为直径d来度量。由于通电加压在焊件表面所产生的与电极端面形状相似的凹痕称为压痕。其深度为焊件表面至压痕底部的距离c′。
点焊的质量由外观、内状及熔核尺寸决定,一个良好的焊点外观要求压痕浅、平滑呈均匀过渡、无明显凸肩或局部挤压的表面鼓起,不允许外表有环状或径向裂纹,表面不得有熔化或粘附的铜合金。内状要求周围熔核规则、均匀,核心内部无贯穿性或超越规定值的裂纹,结合线伸入及缩孔在规定范围之内;核心周围无严重过热组织及不允许的缺陷。
如果说熔核内状是影响点焊接头强度“质”的因素,那么熔核尺寸包括直径和焊透率就是“量”的因素。为保证点焊接头的质量,推荐接头尺寸如表3-3、表3-4所示。
表3-4 点焊接头的大致确定
| 序号 |
经验公式 |
简图 |
备注 |
1 |
d=2δ+3 |
表3-4简图 |
d——熔核直径(mm)
A——焊透率(%)
c′——压痕深度(mm)
e——点距(mm)
s——边距(mm)
δ——薄件厚度(mm) |
2 |
A=30~70① |
3 |
c′≤0.2δ |
4 |
e>8δ |
5 |
s>6δ |
注:①焊透率A=h/δ×100%
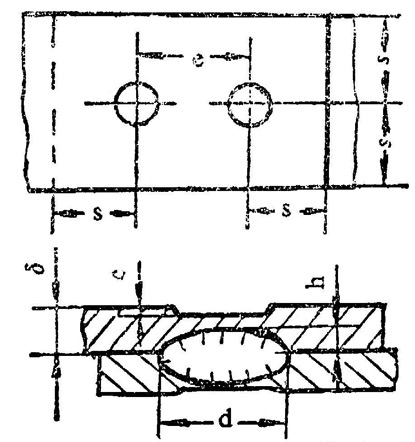
表3-4简图
熔核直径d在板件搭接边宽度允许条件下可尽量选大一些。焊透率A表示焊点的相对高度,焊透率过小,接点强度不能保证,焊透率过大,熔化核心接近表面,表面易过热,造成深压坑或大量喷溅。熔核内部熔化金属量越大,凝固结晶时收缩量也越大,易出现缩孔,还由于收缩内应力随之增大易形成裂纹,结果导致接头应力承中,使承载性能变坏。故焊透率一般取为50~70%较好。

