制桶工艺学
第三章 焊接
第二节 钢桶焊接设备
四、电极和电极轮
1. 工作条件
电极和电极轮是焊接回路的一个重要组成部分。用于直接向焊件馈电和传递压力。它们的工作条件和工作状态由于下列因素而非常复杂: (1) 电极-焊件触点处的高温;(2)作用于工作表面的巨大压力且带有冲击特征;(3) 工作表面加热和承载的周期性;(4) 电极或电极轮同焊件接触的工作部分,其金属成分的化学变化。
2. 电极材料
电极工作条件复杂,其使用寿命与焊接质量首先由材料决定。对电极材料有以下要求:(1) 具有足够的高温硬度与强度,再结晶温度高;(2) 为减低工作表面的温度和电能损耗,应在常温和高温时都有良好的导电、导热性;(3) 为提高工作表面抗沾污能力,增长寿命,应在常温和高温时具有高的抗氧化能力并不易与焊件材料形成合金;(4) 具有良好的加工性能。
表3-1所列为国内常用电阻焊电极材料。电极材材应按焊件材料、结构特点、工作条件选用。
表3-1 常用电阻焊电极材料
名称 |
质量分数w×100(余为铜) |
性能 |
应用 |
备注 |
抗拉强度
MPa |
硬度
HB |
电导率
IACS
10-2 |
软化温度
℃ |
冷硬铜T2 |
<0.1 |
250~360 |
75~100 |
98 |
150~250 |
工业纯铝、塑性铝合金(LF20、LF2) |
相当于M1(苏)
CuETP(ISO) |
镉青铜QCd0.1 |
0.9~1.2Cd |
400 |
100~120 |
80~88 |
250~300 |
低塑性铝合金(LF6)高强度铝合金(LY12CZ)镁合金 |
MK(苏)
CuCd1(ISO) |
铬青铜QCr0.5-0.2-0.1 |
0.4~0.7Cr
0.1~0.25Al
0.1~0.25Mg |
480~500 |
110~125 |
65~75 |
510 |
低碳钢 |
MII4(苏) |
3. 点焊电极和缝焊电极轮的形式
电极形式繁多,常用点焊电极形式见图3-39。
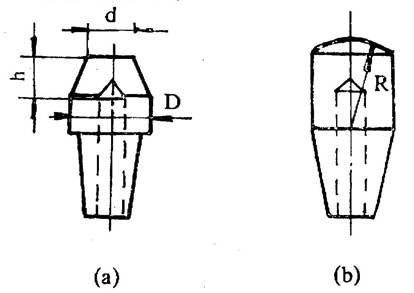
图3-39 常用电极头
(a)锥台形电极头;(b)球面形电极头
电极头端面尺寸是一重要规范参数。一般计算式为:
d=2δ+k
式中 d——电极头端面直径;
k——随焊件厚度δ变化:δ≤1.5mm时,k=4;δ=1.5~7.5mm时,k=3。
常用电极轮形式见图3-40。(a)图形式钢桶缝焊常采用,(c)图形式常用于黑色金属缝焊,(d)图形式主要用于铝合金、镶合金等材料的缝焊,具有良好的可调整性。
电极轮的尺寸和形状取决于焊件的厚度、材质和形状,当然还有传动机构的类形。内部一般都有玲却水道,甚至可以同时进行外部水冷。
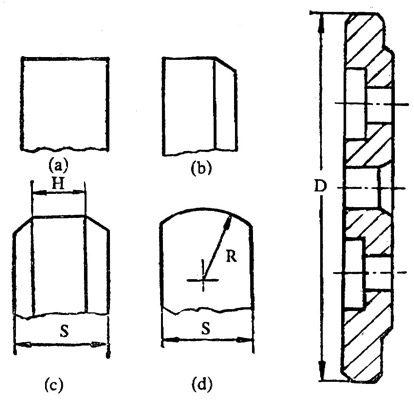
图3-40 常用电极轮
(a)扁平形(F型);(b)单倒角形(SB形);
(c)双倒角形(PB型);(d)球面形(R型)
4. 卷圆机构
钢桶桶身卷圆属焊前辅助工艺环节。全自动钢桶专用缝焊机将卷圆环节在电气、机械方面包容在整机之内了。
卷圆是卷圆机构对板料迸行连续三点弯曲的过程。钢桶卷圆属冷卷、单曲率圆柱面卷圆。
由钢桶板材厚度、宽度及后续的焊接生产率决定了卷圆机的构造及性能。
图3-41为一种全自动钢桶专用缝焊机中的卷圆机构。
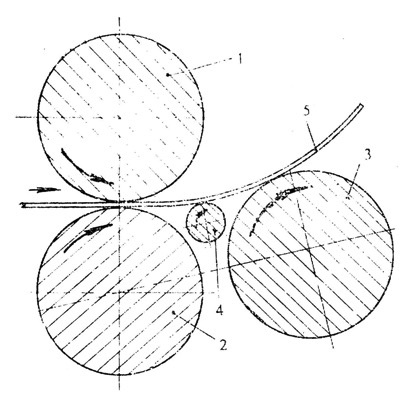
图3-41 桶身卷圆机构
1-上轧辊;2-下轧辊;3-后轧辊;4-滑动辊;5-钢板
这是一种普通的三辊卷圆成形机构。其上、下及后轧辊均使用同一的动力源,它外圆上的周向线速度相等,转向如图示。上下轧辊径向表面分离0.25mm,下轧辊由可调弹簧承载,这样显然表能动大于O.25mm厚度的薄板,而且减小轧辊运转噪音和延长轧辊轴承的寿命。后轧辊相对于前端两个轧辊中心之间的轧道线的位置取决于钢板的规格和张力以及需要成形的桶身外径。由于桶身冷卷时回弹较显著,所以必须施以一定的过卷量,这个过卷量可以通过调节后轧辊的位置来达到,增大桶身卷圆曲率,使桶身二端边搭接75~100mm 即可。
滑动辊的作用是把制桶薄板的前缘正确导向后成形辊的上半径上,并将薄板前缘可能存在的微小变形减至最小。它的位置基本上是固定的,辊子是被动的(滑动)。
为了防止产生卷圆的外形扭斜(螺旋)缺陷(表3-2),要求桶身板材边缘与辊筒轴线平行。滑动辊能起些作用,但主要是依靠板材进给台上的导向辊来保证。进给台的高度固定在上下轧辊之间轧道线高度上,进给台侧面装有两列竖直的导向辊,作为板材另一边的依靠,将板材正确导向轧辊。当然,各列中导向辘外圆切线应与后轧辊轴线垂直。
进给平台上可安装机动夹送辊,把板材自动送入卷圆轧辊中。
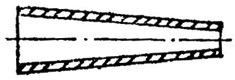
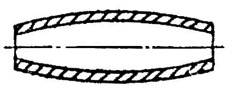
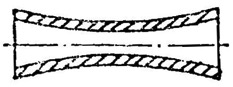
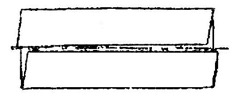
表3-2 卷圆常见的外形缺陷及其产生原因
| 名称 |
简图 |
产生原因 |
锥形 |
|
上辊与侧辊互不平行 |
腰鼓 |
|
1、上辊刚度或下辊顶力不足
2、上辊反压力太大 |
束腰 |
|
1、上辊下压力太大或反压力不足
2、下辊顶力太大 |
扭斜 |
|
1、坯料不呈矩形
2、进料时未对中
3、沿辊轴受力不均造成局部轧簿 |
棱角 |
|
1、弯边不足产生外棱角
2、弯边过甚产生内棱角 |