制桶工艺学
第三章 焊接
第二节 钢桶焊接设备
3.2.3 电阻焊机的机械部分
一、概述
由于钢桶电阻焊接是一种复杂的电机械过程,钢桶点、缝焊机必须由压力传动装置通过电极或电极轮对被焊桶身搭接边施以规定压力才能逃行通电焊接。缝焊机还要有电极轮的传动装置(包含转动及横向移位的基本传动);全自动钢桶专用缝焊机还具有桶身周向定位机构、桶身导向机构、桶身卷圆机构、桶身推进机构及有关的自动润滑、冷却系统等。所以焊机的主要结构元件如机臂、电极及电极卡头、电极轮及轴承座、机座等承受了压力传动和焊接区金属热膨胀所产生的巨大压力加上被焊桶身尺寸及工艺要求而形成了构造及功能上的特点。以下加以分述。
二、压力传动装置
点、缝焊机和凸焊机都具有电阻焊接所需的压力机构,对压力机构的基本要求:
(1) 刚性好,在加压通电过程中承力构件挠曲变形小、不失稳;
(2) 加压、消压动作灵活、迅速。加压时对焊件冲击小,对焊件的热膨胀冷缩随动性好,使电极能跟上这种运动以维持正常焊接压力和电接触;
(3) 具有适应焊接工艺要求的压力变化曲线(如半压力、阶梯压力及马鞍形压力等);
(4) 焊接开始时应能快速将压力全部加上,而在焊接过程中压力应稳定。
钢桶装配预点焊机的加压机构较简单,常见有马达凸轮加压机构、杠杆传动加压机构。特点是简单可靠但不能获得变化的压力曲线。
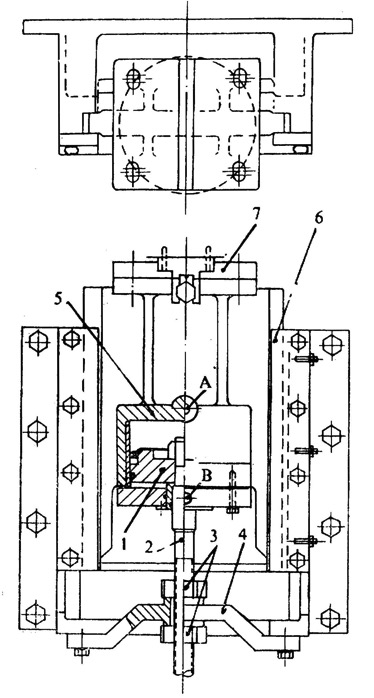
图3-36 气压传动装置
1-活塞;2-活塞杆;3-螺母;4-支架;5-气缸;6-导轨;7-平台
钢桶缝焊机加压机构常为气压传动方式。特点是动作快、便于操纵,与气控回路配合能方便地实现压力变化曲线。图3-36为全自动钢桶缝焊机一种气压传动装置。图中活塞1及活塞杆2相对固定,由螺母3调节高度并锁定在支架4上,气缸5与滑块制成一体可在矩形导轨6内上下移动,滑块平台面7上可装电极轮座(下座),使下电极轮相对上电极轮作离合运动。气缸A口可由气控回路的气阀输入焊接压力所需的气压值PA、气缸B口可由气控回路中“反压”调节器输入小于PA的气压值PB,气缸AB两口的不同气压对气缸产生正负不同的压力FA、FB,二者差值为FW:
FW=FA-FB
FW=(PA-PB)·A+G±fa-Fch
式中 A——活塞面积;PA、PB——A、B两口压缩空气的单位面积压力; G——气缸、滑块及装于其上的下电极轮座的重量;fa——活塞密封圈及导轨中的摩擦力;Fch——焊接回路中的电磁斥力。
电磁斥力是因焊机Fch两臂平行异向电引起的,这是一个使两臂相互排斥的电磁力。在电流很大时,Fch的影响不可忽视,它的方向始终与电极压力作用方向相反(图3-37)。
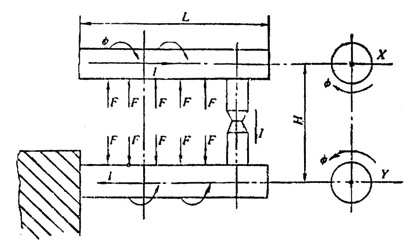
图3-37 电流I引起焊接回路的斥力Fch
为了达到压力机构的基本要求,上述工作方式的转换必须迅速,所以气缸B口还安装了快速排气阀,使PB在需要时迅速降至零值(等于大气压)。此外应尽量减轻机头活动部分的重量、减小滑块-导轨和密封圈-气缸璧、活塞杆之间的摩擦阻力,以提高加压机构的随动灵敏性及运动精确度。
二、缝焊机电极轮传动装置
缝焊机传动装置的主要功能是获得工艺规范所需要的焊接速度。转动的电极轮还起着焊接压力和焊接电流的传递作用。
对钢桶缝焊机电极轮传动装置要求转速无级可惆,机械特性硬(转速受负载变化的影响小),转速稳定,电极轮轴与座之间导电性好、摩擦阻力要小。
钢桶缝焊机电极轮传动装置结构特点为传动比大;上下电极轮分别由二只滚花轮摩擦传动,均为主动,无级变速常用机械方式。图3-38为传动示意图。
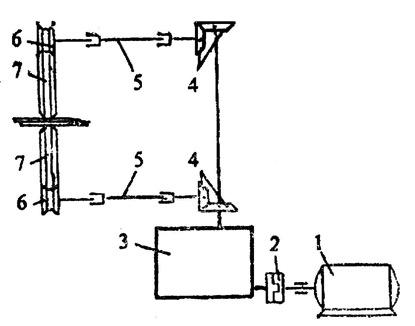
图3-38 电极轮传动示意图
图中动力从感应电动机1经由联轴器2、无级变速器3、伞齿轮4万向轴5传递给钢质的滚花轮(修整轮)6,滚花的轮缘紧压铜质电极轮7的工作表面.滚花轮不变的直径(与电极轮配用,几乎不被磨损)保证了两个电极轮线速度相等而与它们的直径及磨损程度无关。此外,滚花轮工作时不断地从电极轮工作圆周端面上铣下一薄层金属屑,起到了修正及清洁电极轮的作用,

