制桶工艺学
第三章 焊接
第二节 钢桶焊接设备
3.2.2 电阻焊机的控制系统
一、控制系统的功能及基本构成
电阻焊机的控制系统,是指既可保证焊接循环中各环节的顺序,又可调节焊接规范中各种参数的整套设备。由主电力开关及控制设备两大部分组成,具有以下主要功能:
(1) 可靠地接通和切断焊接变压器的电源;
(2) 均匀调节焊接电流及控制通电时间;
(3) 控制焊机按需耍的焊接循环自动工作;
(4) 高级控制装置能实现接头质量控制。
图3-33为单相交流点焊、凸焊和缝焊机的供电和控制系统方框图。
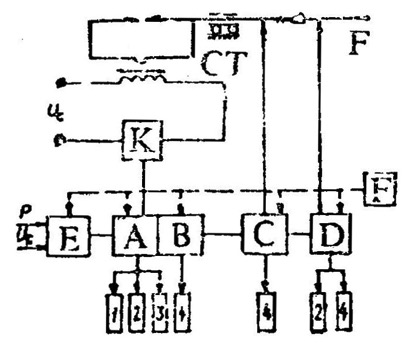
图3-33 单相交流电阻焊机供电和控制系统方框图
1-移相器;2-稳压器;3-调畅器;4-程序器。
P、Uc和F-分别为压缩空气压力、电网电压和压紧压力;
CT-焊接变压器;K-开关;E-设备启动及关断部件;
A-电流控制部件;B-时间控制部件;C-电极轮控制部件;D-压力控制部件
图中部件A和B控制焊接电流大小及其接通时间、部件C控制缝焊电极轮的运动参数、部件D控制焊件的压紧力、部件E控制焊机的启动和关断以及能源的供给。上述各部件的接能顺序(在焊接自动化时),也就是焊接规范各种参数的同步,靠同步部件F来实现(图中用虚线联系)。部件K、A、B、以及组件1~4等与通电有关的各种装置总称为焊接电流断续器。部件F通常不仅包括控制设备的启动和关断装置,而且还包括信号显示、稳压电源及一些次要功用的系统。
二、开关装置(或称接触器)
电阻焊机的主电力开关串接在焊接变压器的一次绕组上,用以频繁通断流经焊接回路的焊接电流,其工作的精确性和可靠性对焊接接头的质量有直接影响。制桶焊接中,最常用的开关装置是整流元件开关。
整流元件开关为无触点开关,以大容量的晶闸管(可控硅)或引燃管作为开关元件。因为属于电子或离子的可控开关,按通焊接电流无惯性、可在焊接电流过零点时切断电流、电流的通断同步,应用广泛,适用于制桶焊接(图3-34)。当控制器在“焊接”程序,交流电压正半周时,设线1的电位对线2为正,则左边的整流元件通过电流;反之,在相反半周时,右边的整流元件流过电流。
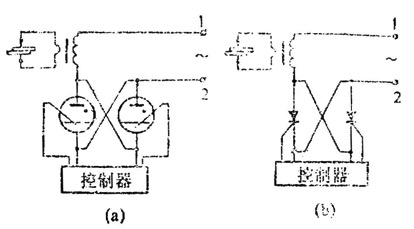
图3-34 整流元件开关
(a)离子(引燃管)开关;(b)半导体(晶闸管)开关
引燃管是一种具有液体阴极(水银)的三电极可控离子器件。其中引燃极局部浸人于水银中。只有阳极电位为正,引燃极与阴极之间激发起电弧时,引燃才能通电。只有把对阴极为正的电位加在引燃板上,即会在不超过0.001秒的时阅里激发出电弧,进而使水银蒸气电离化,在阳极与阴极之间激起电弧放电,引燃管便导通。引燃管一经导通,引燃极即失去控制作用,只有阳极电压下降到15~20V以后,引燃管才能熄灭。使用交流电源时,当电流之过零点过渡到负半周时引燃管熄灭,如果在下一正半周还要引燃管导通,需要经过引燃极-阴极通以新的脉冲。
引燃管开关结构简单,使用方便,输出电流大,过载能力强,无触头,惯性小;缺点是在低温时引燃不可靠,需耍较大的引燃电流脉冲,管压降大(约为15V),引燃管生产中有水银蒸气污染。
晶闸管开关是一种可控的半导体开关整流元件,通常由硅晶片制成,所以也称可控硅。当其阳极电位相对阴极为正时,在控制极上通以小电流,即可使晶闸管导通流过很大的正向电流。如果阳极电位较阴极电位为负,则晶闸管只能流过很小的反向电流。
晶闸管体积小,传输功率大,效率高(电压降为0.5~1.5V),触发可靠。但在相同传输功率下,为引燃管相比热容量小、过载能力差。
上述开关只是受控对象,其开关状态只是控制器对电流、时间两个参数控制与调节的结果。精确控制与调节这些参数,并完成焊接过程自动化是控制器的任务。
三、控制设备
任何完整的电阻焊机控制设备要求具备以下主要功能:
1. 对主电力开关, 能调节其电流大小,控制其通电时间;
2. 为了保证焊点质量,应使通过每个焊点的电流大小及通电时间尽量接近,因而要求具备同步焊接过程,在网压波动时可自动补偿;
3. 实现焊接过程自动化。
按焊机使用要求的不同,控制设备的功能也可不同,如全自动的钢桶桶身缝焊机还具备行程、时间或压力等程序控制功能。
同步控制设备根据器件发展过程可分为:
(1) 电子管——离子管同步控制设备:设备中大量采用的是电子管、闸流管等电子器件,主电力开关使用引燃管。
(2) 晶体管分立元件同步控制设备:设备中大量采用了二极管、三极管、晶闸管等半导体器件,主电力开关采用引燃管或晶闸管。
(3) 数字集成电路同步控制设备:设备中大量采用了CMOS集成电路,主电力开关采用晶闸管。
(4) 微型计算机同步控制设备:设备中采用工业控制用的单板机或单片微机对晶闸管选行同步控制。
钢桶桶身电阻焊机的控制设备目前1~4类均有,全自动的钢桶专用焊机还具备可编程序控制器、及电子电流调节器。前者控制桶身卷圆、移位、焊接压力变化、焊接电流投人、截止、电极轮移位、桶身周向定位机构腰轮压力变化、冷却系统保护联锁等辅助程序。后者可在不利条件下维持恒定的焊接电流。该装置可以对网压被动及由于铁磁桶身焊机进深区间时引起的阻抗变化(图3-35)进行校正。由于桶身规格的一致性,这种阻抗校正也较规律,所以校正调节性质是开“环”的。
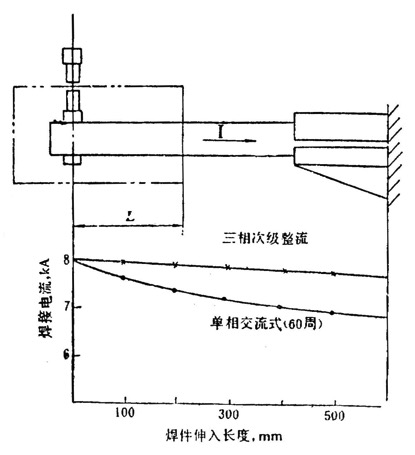
图3-35 铁磁性桶身伸入焊接回路时,焊接电流的变化

