制桶工艺学
第三章 焊接
第二节 钢桶焊接设备
五、电阻焊接变压器
焊接变压器是电阻焊机供电装置的核心,在工作原理上与一般电力变压器没什么不同,但在结构和使用条件方面有些特点。
1.主要参数
钢桶焊接的单相交流焊机变压器常用频率f1=55Hz、一次电压U1= 380V的电网。次级整流焊机变压器也类同。
额定焊接电流I2H、额定工作规范?%根据焊接的材质、厚度及焊机可能的生产率、工艺方法来选定。为了在焊机上获得规定的焊接电流I2所必需的变压器二次绕组空载电压U20等于二次绕组电动势E2,它取决于二次回路的结构和尺寸、焊件的材质和尺寸、焊接方法等。通常U20=1~12V。
2.特点
(1)电流大、电压低。由于焊接回路与焊件电阻一般小于100μΩ,需要2~40kA的电流才能获得所需焊接热量。而变压器次级电压不高,常在10V以下,所以二次绕组只有1~2匝。
(2)功率大,可调节。由于焊接电流I2大,而二次回路电抗压降大(对工频交流焊机而言)所以视在功率大,如钢桶缝焊需200KVA左右。为了获得不同焊接规范需要改变功率时,由于次级绕组匝数少,只能通过改变初级绕组的匝数来进行(这正是电阻焊变压器与普通电力变压器的区别要点)。增加W1可提高变压比,在U1不变的条件下降低U20,因而减小了电流I2。
(3)无空载运行,断续工作。一般的焊接变压器开关置于初级绕组与电源之间,将初级绕组接入电源之前,焊件由于电阻焊接工艺特殊性己先被紧压于二个电极之间,即焊接回路先已闭合。故电源一旦接通,变压器便在负载状态下运行,所以无空载运行。此外,当焊件点焊时经过的焊接循环(预压、锻压、休止等程序);点缝焊时焊件装卸、压紧、焊接位置移动等时间间隙一般都不需接通电源,所以变压器又是断续工作的,有利于变压器的冷却。
3. 功率调节原理
从变压器理论可知,变压器初、次级电压比(近似)等于其绕组的匝数比。
当电网电压U1和焊接回路阻抗Z不变时,改变初级绕组匝数,即可调节次级空载电压U20,从而改变焊接电流I2,也即有级地调节了功率,规律是W1匝数愈少时,变压器输出功率愈大。
4. 阻焊变压器构造
电阻焊变压器由铁心、初级绕组、次级绕组、绝缘物及夹紧件等组成[图3-30(a)]钢桶焊接变压器属壳型变压器,构造简图见图3-30(b)。
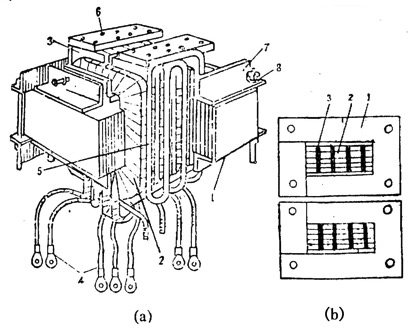
图3-30 壳型变压器外形图(a)及构造简图(b)
1-铁芯;2-初级绕组;3-次级绕组;4-引出线;
5-冷却水管;6-接触块;7-框架;8-螺栓
壳型变压器具有电气性能良好、便于维修的优点,用环氧树脂浇铸的壳型变压器体积小,机械强度高、使用寿命长。
壳型变压器的铁芯为双口型,用条料、?形料叠制。初级线圈为盘形,匝间以及线圈与其它组件之间用绝缘物隔开,整个线圈需作绝缘处理。初级绕组分成若干段,各段由钎焊的抽头接到级数换接器上。次级绕组亦为盘形,内埋有冷却水管。初、次级绕组交错叠放,这样不仅减小漏磁通,又可使通水冷却的次级线圈也起到冷却初级线圈的作用。在通电的变压器铁芯和绕组上有巨大的电机械力,因此必须用螺栓通过刚强的框架夹紧铁芯。
5. 电压调节方式及机构
二次电压调节的级数,通常在4至16之间选用.一般倒数第二级作为额定级。为了获得不同的U20,一次线圈通过不同的接绕方式来改变串-并联圈数。接线方式同级数换接器一起应保证:(1)工作可靠、安全(一次绕组任意两个抽头之间的电压不应超过网压50%);(2)在所有调节级数下,在绕组各圈上电流分配的均匀性;(3)改变的平稳性(从一级改变到下一级时,U20的变化不应超过20%)和大的调节系数kc:
kc=U2M/U21≥1.8
式中 U2M——最大二次电压(在最大一级时);
U21——最小二次电压(在第一级时)。
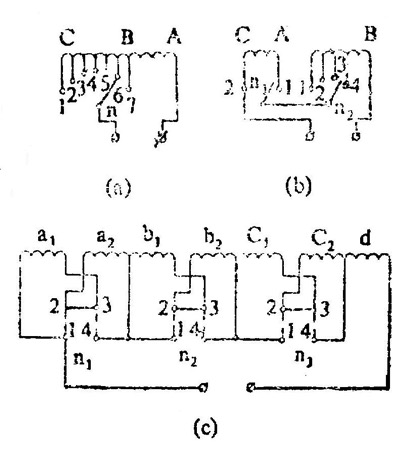
图3-31 变压器二次电压调节的接地方式
对于小功率焊机来说,改变初级线圈圈数的最简单的接线方式,就是把变压器一次绕组分成若干段,它的抽头1~7通过接线柱同换接器?连接[图3-31(a)]。当?接到接线柱1上时,电流通过所有线圈,因此U20最小(最低级数);接到7时(最高级数)U20最大,这时电网电压U接到AB段绕组上,因而在A端和C端之间,如同自耦变压器时一样,出现电压
UAC=U1W1/W1min
式中 W1——一次绕组总圈数;
W1min——在AB段的圈数。
当调节系数kc≥1.8(通常为2),在一次绕组上能产生远远超过电网电压的危险电压。为了不超网压50%的限制,上述接怯的U20调节系数不能不超1.5。
为了满足kc≥1.8和W1/W1min<1.5的条件,一次绕组应当在[图3-31(b)]A点处断开,而级数换接器应有两个插刀?1和?2,当它们放在位置1时一次绕组全部通电;当插?1放在位置2时,左边一组线圈(AC段)被切断。如果这时插刀?2放在位置4(最高级),则只有最少线圈通电。这种接线方式可以保证A和B之间的电压UAB<1.5U1,而调节系数kc≤3。这种接线方式用于中等功率的焊机。上述二种接线方式不能做到任一级时电流流过所有线圈,用(c)分图的串-并联接线方式可达到目的,但是在各线圈上流过的电流(在许多级数下)是不一祥的。当换接开关?1、?2、?3的位置如图上实线所示时,所有线圈上各圈都串联在一起,而?1、?2、?3位置如图上虚线所示时,线圈a1与a2、b1与b2、c1与c2互相并联。在第一种情况下W1=2a+2b+2c+d;在第二种情况下W1min=a+b+c+d。当插刀在其它位置时,部分线圈的圈数并联,而另一部分线圈则串联。当只有一个串并联线圈组时(不含线圈d)kc=2。大功率焊机常用此接线法。
为了进行变压器绕组线圈的换接,常用搭片式、插刀式和鼓筒式级数换接器。钢桶焊机变压器常用鼓筒式换接器,操作方便可靠,可在变压器带电的情况下换级,但必须在空载的情况下才可以。
搭片式换接器结构简单、可靠,但换接时要切断总电源,要使用螺母扳手。
插刀式换接器应用广泛、方便。在200KWA以下功率的焊机常采用,可以在变压器带电下换级,但也必须在空载的情况下进行。
图3-32为焊接变压器的三种级数换接器。
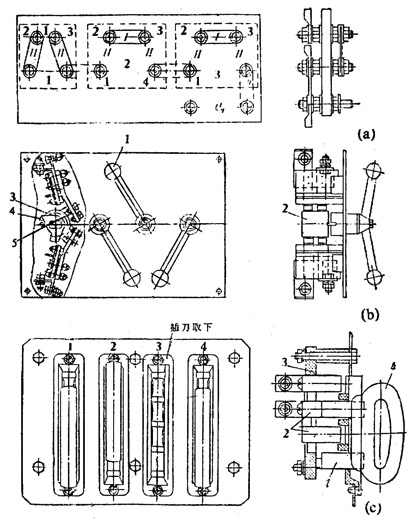
图3-32 焊接变压器级数换接器
(a)搭片式换接器;(b)鼓筒式换接器;(c)插刀式换接器

