制桶工艺学
第三章 焊接
第二节 钢桶焊接设备
四、二次回路的导电元件
二次回路是指除焊件之外参与焊接电流导电的全部构件所组成的导电通路,由于处于焊接变压器次级侧,所以一般称二次回路。图3-26为点焊机的焊接回路,在二次回路上加上了电极夹和电极。
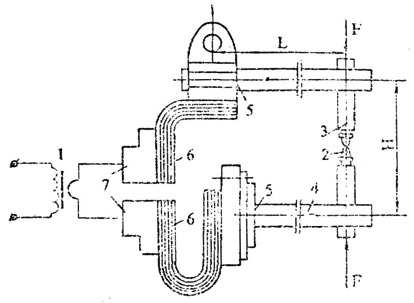
图3-26 焊接回路
1-变压器;2-电极;3-电极夹;4-机臂;
5-导电盖板;6-母线;7-导电铜排
而缝焊机则以转动的电极轮代替构成焊接回路。
由于钢桶桶身焊接这一特殊用途决定了钢桶专用焊机二次回路的构造及其几何尺寸。如导电机臂的长度及上下电极轮安装开度;而桶身焊缝的板材搭接量、板厚及生产率决定了焊接电流强度、焊接变压器的二次电压、功率以及随所选焊接规范而定的焊机负载持续率等电气参数。
二次回路的导电截面根据许用的电流密度来决定,而许用电流密度可保证在给定的冷却条件下,回路元件的加热温度不超过允许值。
变压器的二次电压由二次回路的阻抗和焊接电流强度来决定。由于焊接电流强度是焊接规范确定的,因此阻抗值成了焊接回路具有突出影响的参数,使焊接回路具有以下的结构及电气特点:
1.结构特点
二次回路因要传递较大的机械力和焊接电流,因而它应满足一定的强度、刚度及发热限制的要求。200升钢桶焊机的电极臂截面尺寸较大、导电导热性要求高,还要用水强行玲却。
2. 电气特点
在规定的使用要求(如电极臂长度及间距)下,应使二次回路具有尽可能小的短路阻抗Zcc。
此外在构造上除了应当保证必要的刚度外,还要使电极臂之一能够灵活上下运动,为此二次回路通常由刚性的元件和连接这些刚性元件的挠性元件构成,并由各种形式的可拆卸连接来实现。为了保证可靠地工作,可拆卸接头的接触表面加工成求整的表面,甚至镀以银或锡以保持稳定的接触电阻。
图3-27表示由铜箔和挠性导线实现二次回路挠性连接的各种构造。
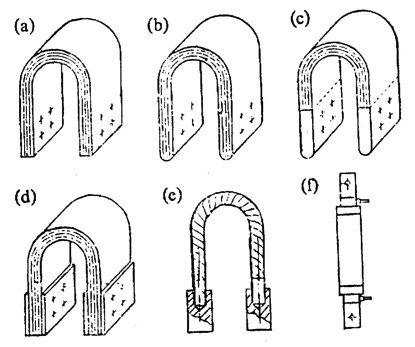
图3-27 二次回路挠性连接的各种构造
(a)由分开的箔带组成的堆叠;(b)由箔带盘绕而成的堆叠;
(c)盘绕的堆叠,两端用扩散焊封头;
(d)由分开的箔带组成的堆叠,两端和盖板焊在一起进行封头;
(e)挠性多芯导线;(f)挠性多芯导线,但有水冷
缝焊机二次回路的特点在于存在活动的电气触点(图3-28),以便向转动着的电极轮馈电,这是一种钢桶桶身专用缝焊机的电极轮结构图,可见电流直接由受经向力的滑动轴承传递给电极轮。在其它中大功率的缝焊机上还有另一种方式,即滑动触点仅用于馈电,而加在电极轮上的压力系由滚珠轴承来承受。
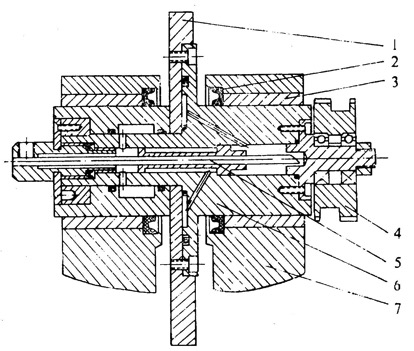
图3-28 电极轮结构图
1-电极轮;2-密封圈;3-滑动轴承;4-电极轮移位凸轮;
5-冷却水管;6-电极轮轴;7-电极轮座
为了保证可靠馈电,滑动触点常用导电的石墨-蓖麻油或膨润土脂基的石墨悬浮剂作为润滑剂,也有用镀了银的滑动轴承。含有电气触点的大电流导电元件需用水内部冷却、定期修整和拧紧螺栓。
由于二次回路的主要元件要传递机械力,所以这些元件以及它们之间的连接处都要校核其强度。而根据强度条件求出这些元件的截面往往会大于根据电流密度算出的截面,因此这些元件往往使用相对于纯铜导电性差一些,但机械强度较高的铜合金来制造的。
为了减小二次回路截面,几乎所有元件都用水冷却,并采用冷轧铜。
缝焊机电极轮虽有内部水冷却通道,但仍可根据冷却需要,同时进行外部水冷却,如图3-29所示。
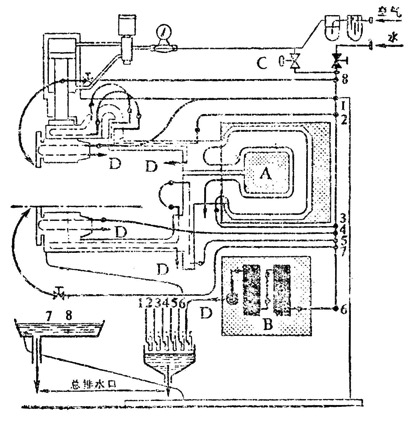
图3-29 缝焊机二次回路导电元件水冷系统
A-焊接变压器;B-引燃管开关;
C-用压缩空气次净管路的开关;D-排水口

