制桶工艺学
第三章 焊接
第二节 钢桶焊接设备
三、电阻焊机的主要电气参数和外特性
电阻焊机的主要电气参数决定着焊接处热功率的大小,要正确、有效地使用电阻机进行钢桶焊接,必须了解各电气参数的影响。如焊接回路阻抗Z(即R、XL)、额定焊接电流I2H、负载持续率?%、效率η、功率因数cosφ等。以下加以分别介绍。
1、额定焊接电流I2H及负载持续率?%
额定焊接电流I2H是指在额定的工作空间尺寸(臂长及开度)下焊接桶身时焊机能保证的正常工作电流。每种焊机只有在规定的重复一短时规范下工作时才能保证电流I2H。在钢桶焊接设备中桶身要经过就位、焊接、焊后停电压力维持、变换焊接位置及离开焊接工位等环节,使电阻焊机的变压器处于断续工作状态,即有规律地交替出现工作时间(接通焊接电流)和休止时间(切断焊接电流),所以称为重复短时工作状态。通常将真正通电焊接时间tw与焊接循环总时间t之比称为电阻焊机的负载持续率?%(亦称暂载率)。
?%=(tw/t)×100%
式中t为一个焊接循环内焊接时间tw与休止时间tg之和。
负载持续率是选用电阻焊机的重要依据之一,同焊机的额定焊接电流和额定功率一起可以求出焊机在焊接某种规格的焊件时的许用负载及工艺能力。如选用不适当的持续率,则焊机的焊接回路导体和变压器可能过执或浪费功率。对于负载持续率高的焊机,其焊接回路应选用较小的电流密度或加强冷却以防过高的温升速率。焊接回路构件在过高的温度下继续通电,回路阻抗会因温度提高而增加,这样不但降低了焊机的功率利用还可能破坏变压器及其它构件的绝缘。
2、回路阻抗
所谓电阻焊机的焊接回路是指由焊机用途决定的具有特定电气和机械特性的二次回路(与焊接变压器次级线圈接通)。如由焊接钢桶桶身纵缝这一用途决定的,具有适合桶身伸入要求的电极臂深度及电极开度的导电机臂,不仅要求承受焊接压力及电磁斥力,还要求承受额定的电流密度,这样就形成了导电机臂(二次回路的一部分)的特定构造及几何尺寸。
焊接回路的等效电阻图3-17(a)所示。
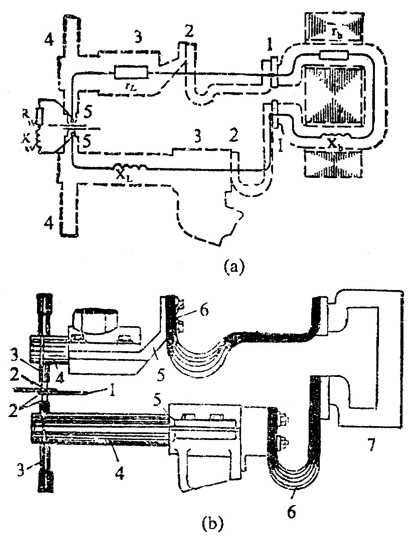
图3-17 点焊机的焊接回路等效电路图
(a)等效电路图;(b)焊接回路
Rw、Xw-焊件有效电阻、感抗;rL、xL-焊接回咱构件的有效电阻、感抗;
rb、xb-变压器次级绕组的有效电阻、感搞(包括初级折算到次级的)
1-焊件;2-电极;3-电极握杆;4-电极臂;
5-导电盖极;6-软母线;7-变压器次级线圈
焊接回路有效电阻R由组成回路各导电元件的内部电阻ri和元件间接触电阻rc所组成[图(a)中1~5为各接触点]。R值一般耍求不超过80~100微欧。
焊机二次回路导电元件的电阻ri一般就是组成回路的各导电元件电阻之和。
各导电元件之间的接触电阻rc一般与材料和表面状态以及接触应力有关。
如果有拉紧螺栓穿过接触接头,则总的接触电阻有所增大。这一增大主要由于导电的横截面减少而引起,可以把全部触点电阻乘以系数1.1~1.15,来考虑这一增大.
触点处金属部分的电阻R,既同接触部分的材料、横截面积和长度有关,也同电流沿截面分布的不均匀性有关。图3-18示出在接头处电流分布的情况。
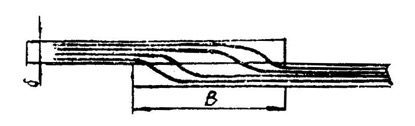
图3-18 接触接头处的电流分布
δ-板厚;B-搭接宽度
新焊机每一接头的触点电阻不超过(1.0~2.0)×10-8Ω,这一数值为许多经验所证实。
焊件有效电阻Rw与焊点几何尺寸、板厚、电极压力以及焊件材料的压溃强度有关。
有统计资料表明,1~3mm厚的低碳钢缝焊时,用压力偏高的焊接规范则阻抗波动在(35~40)×10-8欧范围内,而压力偏低的焊接规范则阻抗波动在(50~60)×10-8欧范围内。
图3-19表示制桶用低碳钢板缝焊时电阻与板厚的关系。
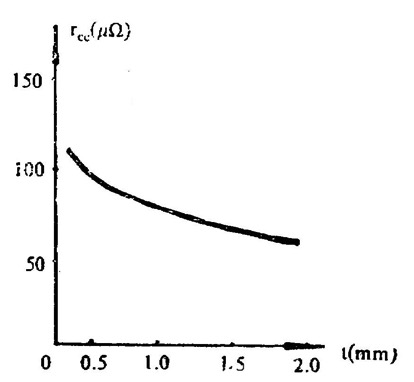
图3-19 低碳钢板缝焊时电阻与板厚的关系
焊接回路的感抗XL在工频交流焊机中由焊接回路所包围的面积、元件形状和只寸、漏磁及焊件插人固路等因素决定。
根据对电阻焊机用矩形和圆形截面导体组成的矩形回路的感抗测量,可建立回路感抗XL与回路所包固的面积S(S=L?H,如图3-20c中所示)的关系。根据实测数据可绘制如图3-20所示曲线。
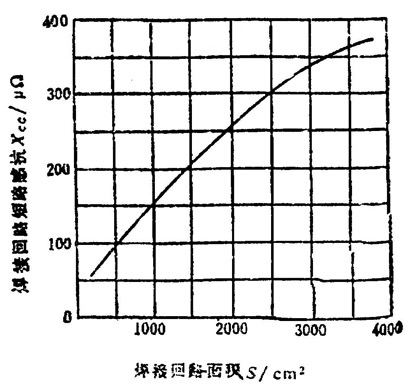
图3-20 焊接回路面积与回路感抗的关系
焊接钢桶纵缝时,铁磁性的桶身进入二次回路(上下电极臂内)会引起回路电阻和感抗增大。回路电阻增大主要是钢桶上的涡流及磁滞效应引起损耗。回路的电阻品感抗与伸入回路中桶身上下位置无关,而与伸入的长度成线性关系。
伸入回路的钢桶桶身,由于改变了回路助导磁率而提高了回路感抗Xz,与此同时提高了的回路电阻R2使焊接电流I2线性降低。200升钢桶在整个桶身长度出人焊接回路时I2可变化平均10%左右(随不同焊机结构而异)。
焊接回路的短路阻抗为:

式中 Xcc——焊接回咱短路时的感抗。Xcc=XL+Xb;
Rcc——焊接回路短路时的电阻。Rcc=rL+rb。
焊机固有的短路阻抗要尽可能小。通常工频交流焊机的焊接回路短路阻抗约为150~400μΩ,其中Xcc=120~400μΩ。Rcc=60~150μΩ。Xcc=(1.6~4)Rcc。直流焊机焊接回路当电板臂长为1.5米时,直流电阻仅为30~50μΩ。
钢桶电阻焊机因回路元件截面尺寸较大,趋肤效应将使Rcc约增加20~70%,回路通电后温升,也会使Rcc增加。各元件连接处的接触电阻取决于接触表面尺寸、状态和压紧力,经常不动的固定接触点取1~8μΩ(常见3μΩ);固定但可拆卸的触点为4~8μΩ;滑动接触可取8~20μΩ,且随不同材料而异。
焊接回路的总阻抗Z等于回路有效电阻R与感抗X的几何和,即:

式中,R=Rcc+Rw;X=Xcc+Xw,其中Rw、Xw为焊件有效电阻。
综上所述,焊接回路的总阻抗有着诸多影晌因素,了解其物理根源,数量关系及数值大致范国不仅是设计计算的需要,也是使用焊机时要经常维持其正常值,稳定焊接规范,保证焊接质量的需要。因总阻抗的变化,导致焊接电流I2的波动,对焊接质量很有影响。具有自动维持焊接电流I2稳定装置是现代电阻焊机的特色(还有其它机械的电气的参数自动整定)。由于直流电阻焊机的感抗小, 不需要随钢桶桶身伸入焊接回路而修正焊接电流。如果焊机没有这种恒流装置,则最好利用焊机外特性的区别来进行补偿。
3、焊机的功率因数cosφcc及效率η
为了提高焊机的生产率,并使电网负载均衡,应使用功率因数较高,效率也高的焊机。焊机功率因数反映了电压与电流的相位关系,对焊机选配控制设备、调整控制角、稳定焊接电流、避免冲击载荷以及使电网负担合理都有关系。焊机短路时(无焊件电阻,Rw=0)的功率因素cosφcc可由焊机短路电阻和短路阻抗之比确定。一般cosφcc=0.2~0.5,制桶用的点、缝焊机功率因素为0.3左右。
实际完成一个焊件(如钢桶桶身)的焊接时,功率因数由焊件上消耗的有功功率P与焊件从电网上取用的视在功率S之比来确定。
对同一台焊机,只有当焊件阻抗改变后功率因数才会改变,对一批相同规格的钢桶桶身而言,其功率因数在焊接过程中只是在一定范围内波动。
通过改变可控硅整流元件的控制角可调整焊接电流,为了使焊机功率因数值可以被接受,即不使功率因数过低反其它电能指标的恶化,应根据焊机cosφ的不同,通过控制角调整焊接电流的强度,限制在α≤50°~60°。要求的焊接电流调整范围应当能被分级调整所覆盖,而各级之间的空档,则通过控制角的均匀调整来填补。
先进的焊接控制设备中具有焊机功率因数自动适应功能,以限制晶闸管的控制角过小而出现不正常触发。单相交流焊机的功率因数很低,焊机机臂大于100cm时,cosφ在0.3左右,次级整流焊机功率因数较高,cosφ在0.8左右。
焊机效率η是输出功率与输入功率之比,由此判断焊机的功率损耗。
η=(输入功率-损失功率)/输入功率=有效功率/输入功率
有效功率Pw=S?η?cosφ(式中S为视在功率)是衡量焊机性能优劣的指标之一。可以认为η=0.7,cosφ=0.6的焊机比η=0.5,cosφ=0.8的焊机更好。如以有利于电网角度考虑则cosφ越高越好。
由于在焊接回路、变压器及变换器中有很多功率损失,有效功率Pw大大低于从电网上取用的有功功率。图3-21所示功率消耗的大致分配。
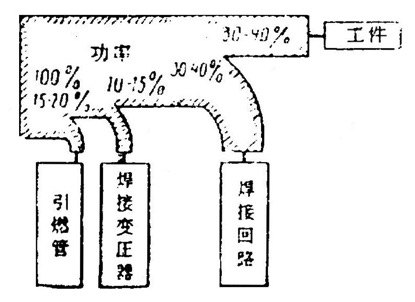
图3-21 在单相交流焊机上点焊钢时功率消耗的大致分配
4、电阻焊机的外特性
电阻焊机的外特性是指网压不变而焊接变压器处于某一级工作时,次级电压与电流的关系。
一般用空载试验(次级回路开路,网压等于焊机额定电压U1)决定每一功率级数下的空载电压U20,再用短路试验(上下电极以铜板短路,电极电压取最大值)定出各级短路电流I2cc,以直线连接便可得出该级的简化外特性曲线,如图3-22中特性曲线1,在给定的U20时,焊机的阻抗越小,则短路电流I2cc越大,特性线越平。如在同一功率级数下,焊接不同厚度的焊件,并测出各次负载时的U2、 I2,得出A、B、C……点,圆滑连接各点即得该级外特性曲线2,如图中曲线2。不同的级数换接器位置, 即可得到该焊机的一组外特性曲线(图3-23)。
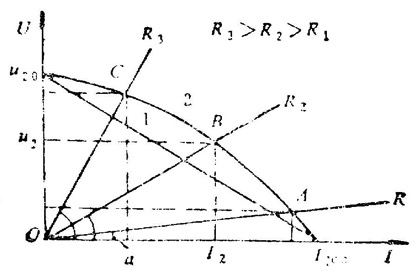
图3-22 点、缝焊机外特性曲线
1-简化外特性;2-外特性
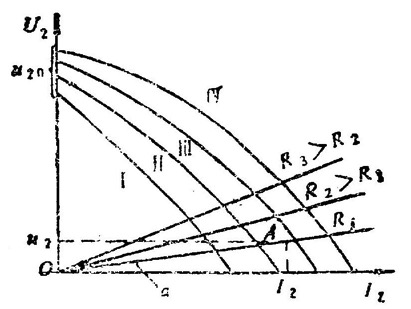
图3-23 点、缝焊机处特性曲线族
根据焊机的外特性可以确定它可否用于焊接给定的焊件以及所需的功率调节级数。例如已知焊接区总电阻平均值R=100μQ、焊接电流I=10000A,则U2 =IR=1V,这样的电流和电压相当于图3-22中的A点。如果该图是表示几台焊机的额定级外特性,据此可判断焊机Ⅰ、Ⅱ、由于功率不足,不能焊接该焊件。应使用功率更高的焊机Ⅲ、IV;如果该图表示的是同一台焊机的外特性曲线族,则可判定用Ⅲ级以上的功率级数来焊接该焊件。
外特性曲线还可代表焊机某级的工程特点。由电阻线(R=U2/I1=tgα)与外特性曲线的交点即可得出在该级焊级时,相应于这个负载的次级电压与焊接电流。改变Rw(材料、厚度等不同的焊件电阻),则可获得不同的U2I2,即不同的有效功率(Pw=I2· U2=I22Rw)。如图3-24中Rw曲线可见,当电极短路时,Rw=0,故Pw也等于零,随着焊件电阻增加,有效功率也增加,当达到峰值后,Pw又逐渐减小到零;最大的Pw位于(0.5~0.7)I2cc处,当焊机阻抗为纯电阻时位于0.5I2cc处,随着焊接路回回感抗XL增加,Pw最大向右移;当焊机阻抗为纯感抗时,Pw移至0.7I2cc处。
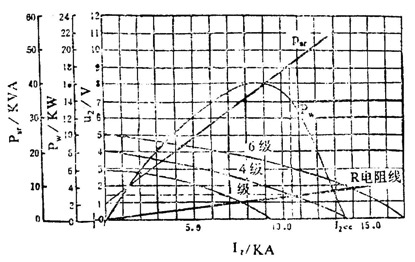
图3-24 电阻线与功率曲线
输入功率Psr=U1I1=U1[(I/K)+I0]其中K为该级变压比、I0为空载电流,Psr随次电流直线增加,其最大值在I2cc点上求得。
根据外特性可以判断焊机的若干特点,以及稳定哪一种电气参数(电流、电压)比较合理。例如,在焊机工作过程中,二次回路被加热,即它的电阻R2增大了,就会造成电流I2值的减小[图3-25(a)]。当焊机的R2/R2H作同样变化时(如增大时),平特性的焊机[图3-25(a)]上曲线I2′焊接电流的变化(相应的减小)较用陡降特性[ 图3-25(a)]上曲线I2′的焊机焊接时更加严重。
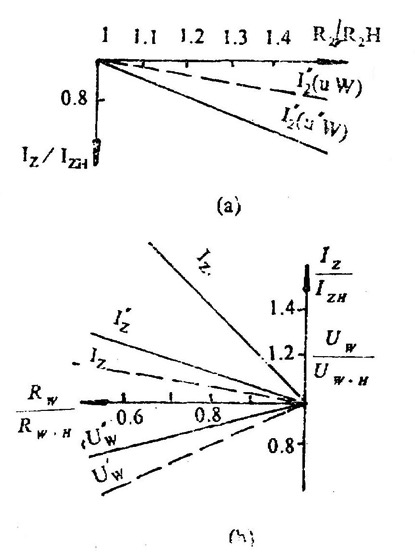
图3-25 在改变R2(a)和Rcc(b)时,I2和Ucc的相对变化
I2′、Ucc′——陡降特性焊机的;I2″、Ucc″——平特性焊机的;
I2——由于电阻变化吸起的电流变化。
注:图中所有参数符号的下角定“H”系表示“正常情况”即指电阻未发生变化的数值。
减小电流I2可导致接头缺陷——未焊透。为了在R2变化时保持接头质量,可以使用自动改变整流元件引燃角或导通角来稳定电流或电压Uw的控制设备。如果没有这种设备,则在R2变化下进行点焊和缝焊时最好使用陡降特性的焊机。
当焊件电阻Rw波动时,Zcc(短路时焊接回路的阻抗)小的(平特性)焊机的电流变化较陡降特性的焊机大[图3-25(b)],这种自律效应有助于稳定焊接质量。如果在焊机上配有自动稳定焊接电流的设备,则反而使Zcc小的焊机,在Rw减小时I2不能自动增大,即取消了自律效应使焊接质量急剧恶化。
当Rw减小时焊接电流沿直线I2′和I2″增大[图3-25(b)]。但是这种电流增大不足以补偿Rw减小时在焊件接头区所需的电流密度增加(应当沿更陡的直线、例如图中的直线I2或比例地增大电流)。显然,在这种情况下通过自动修正电流来稳定电极上的电压降Uw可取得更好的效果。如果没有这种设备,最好使用平特性(Zcc小的)焊机以利用其自律效应。

