制桶工艺学
第三章 焊接
第三节 钢桶焊接工艺
二、缝焊规范参数选择
由于工频交流断续缝焊应用广泛,其基本焊接循环己在图3-50表示。主要的焊接规范参数有:焊接电流、焊点间距、滚轮电极的压力、焊接速度,焊接周期及滚轮电极端面尺寸。
1. 焊接电流I
由于缝焊过程比点焊过程有较大的电流分流,所以焊接电流应比点焊时增加15~40%,具体数值视材料的导电性、厚度及点距(或重叠量)而定。
重叠量及焊透率随焊接电流的增大而增加,但过大的电流可能在焊缝产生过深的压痕或烧穿。此外焊缝接头强度受板厚限制,电流不必过大。
2. 焊点间距S
要求气密性的缝焊接头、各焊点间须有一定重叠,反映于焊点间距s。s由金属板件的厚度及气密要求确定。
对气密缝焊s=0.4~0.5d(d为核心直径)。
低碳钢的经验公式s=(2.8~3.2)δ(δ为焊件板厚)
3. 滚轮电极的压力F
由于缝焊时压力作用不充分,电极压力应比点焊时增加20~50%;较大的焊接电流时,电极压力可在较大范围内变化,其熔核直径、焊透率变化较小,过大的焊接电流如前所述,不但不能提高接头的强度,反而使接头质量降低。
4. 焊接速度v
焊接速度决定了滚轮电极与板件接触面积和二者某点接触的时间。电流场分布、分流大小、预热与缓冷的传导作用和散热能力均与v有关,对缝焊质量影响很明显。
低碳钢缝焊当焊接电流较小时,接头强度下降趋势严重,如图3-51。如果在较快的焊接速度区要维持必须的接头强度而增加焊接电流提高焊接区热量时却会很快出现焊件表面过热和电极粘损现象。所以试图以加大电流来提高焊速是困难的。
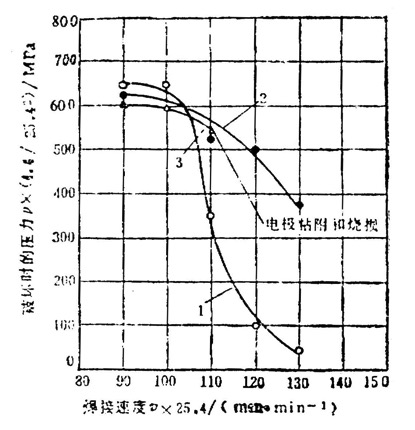
图3-51 焊接速度对缝焊接头的影响
1-23750A;2-25200A;3-26800A
(10钢、δ=2mm、t=2cyc、t0=1cyc、FW=6672N)
5. 焊接周期t
断续缝焊时,从某一焊点开始通电起至下一焊点通电前所经历的时间称为焊接周期。焊接周期t为电流脉冲通电时间tw与休止时间tg之和,即t=tw+tg。
调整tw可控制熔核尺寸,调整tg可控制熔核的重叠量。
一般在缝焊速度较低时tw/tg=1.25~2可获得良好焊接。而随着焊速增大将使点距增大,重叠量降低,为保证焊缝的密封性,须将tw/tg比值提高,因此在较高速度缝焊时tw/tg≈3或更高。
一个焊接周期的总时间t(s)也可根据己确定的焊点间距及焊接速度按下式确定:
t=0.06S/v
式中 S——焊点间离(mm);
v——焊接速度(m/min)。
从理论分析可得出以下结论:设滚轮电极与焊件表面接触长度为l,焊接速度为v。当vtw<l时,可调整tw(相应变化焊接电流I)来形成软、硬两种不同焊接规范;而当vtw>l时,由于各处金属真正通过电流脉冲的时间始终小于tw,所以调节tw对最大加热时间的影响并不大;在vtw<l的条件下,当tg=l/v-tw,能使整个焊缝上各截面受热时间基本一致;在vtw=l条件下,当tg=tw时焊点有较充分的冷却时间,这种焊接规范应用较多,tg=0时,相当于焊缝在直流作用下,无冷却条件,板件表面容易过热与喷溅发生。
实用中低碳钢缝焊取tw=(0.5~0.7)·t,若tw与t的比值过大(即tg过短),会引起焊件和滚轮电极表面过热而损伤焊件表面,加剧焊轮磨损。

