制桶工艺学
第三章 焊接
第一节 电阻焊接的工作原理
3. 点焊、凸焊和缝焊的热过程
(1) 电阻对点焊加热的影响
己知焊件接触电阻Rc所析电阻热约占总内部热源Q的5~10%,软规范时可能小于此值,硬规范及精密点焊时要大于此值。虽然接触电阻析热量占热源比例不大,但如前所述,这部分热量对建立焊接初期的温度场、扩大接触面积,促进电流均匀分布是有重要意义的。要求对焊件表面焊前认真清理十分必要,试图利用增大接触电阻(不认真清理焊件表面)而达到降低电功率的作法是不可取的,是不能保证焊接质量的。
焊件内部电阻2Rw的析热量约占内部热源的90~95%,是形成熔核的热量基础.而且内部电阻与其上所形成的电流场,共同影响点焊加热过程及焊接温度场的形态和变化规律。
(2) 电流场及对点焊加热的影响
如前所述,点焊时焊接电流通过的两焊件,由于边缘效应,电极下的电流场将呈双鼓形。图3-7近似表示电流场和电流密度的分布。
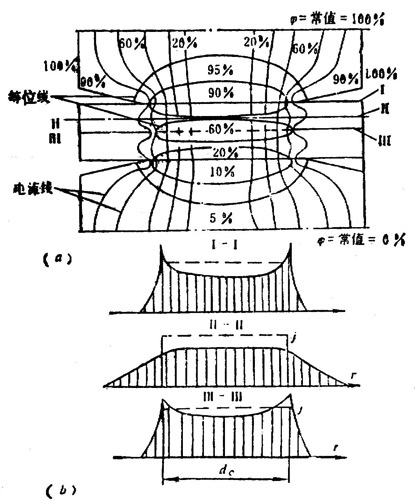
图3-7 点焊时电流场和电流密度的分布
(a)电场分布;(b)电流密度分布
图中等位线(具有同一电位的几何点的连线)指出在电位φ=0至φ=1之间的电位分布状态,电流线的分布,表明了某电流线所限定的体积范围内所流过的电流占总电流的比例。(b)分图表明,电流线愈密集,则通过该截面上的电流密度I愈高。(电流线在横截面上呈环形分布)。
由上图分析可知,
①电流线在两焊件的贴合面处集中收缩,并在此处产生集中加热效果,正是所需连接的部位;②贴合面的环形边缘电流密度出现峰值,此处加热最强,因而首先出现塑性连接区(塑性环),此环密封对熔核的正常生长、防止金属氧化和喷溅有利。③这种电流场待征,使其加热为不均匀加热过程,使焊接区内各点温度不同,即形成下述不均匀的温度场。
电流线在贴合处的集收缩程度,以及在边缘电流密度峰值的大小均与几何特征系数d0/δ比值有关。当比值增大时,电流场不均匀程度减小。温度因素而引起的绕流现象、电流趋肤效就会、电磁收缩效应均会不同程度影响电流场形态。
了解电流场特征,并进而掌握其调整方法,就能较准确地分析、控制熔核的形状及位置,改善核心周围组织的加热状态,提高接头质量。
(3) 点焊时的温度场
温度场是某一时刻焊件焊点温度的一种分布状态,是点焊加热过程中析热和散热相互作用的结果,也是最终决定熔核形状、尺寸及位置的本质因素。
点焊时,焊件中各点的温度每瞬间都在变化,因而焊接温度场也以复杂的规律进行变化。只有在断电时刻的温度场处于暂时稳定状态,而且所处温度最高,可以反映焊后熔核形状、尺寸、位置及组织变化。电极与焊件接触面处温度愈高,表明加热越均匀。该处温度平均达到被焊金属熔点一半时为理想的温度。
(4) 缝焊的加热
缝焊与点焊并无实质上不同,其过程仍是对焊接区进行适当的热机械(力)的复合作用。但是,由于缝焊接头是由局部互相重叠的连续焊点所构成,以及形成这些焊点时,焊接电流及电极压力的传递均是在电极旋转轮一一焊件移动中进行,所以焊接过程较点焊复杂些。
图3-8表示缝焊时电流场形态及贴合面处电流密度分布规律。电流密度分布不对称,在未焊合的贴合面前沿形成峰值(边缘效应)。因此, 缝焊时的电流场特征仍能保证在贴合面处具有集中加热效果并保证熔核正常生长。
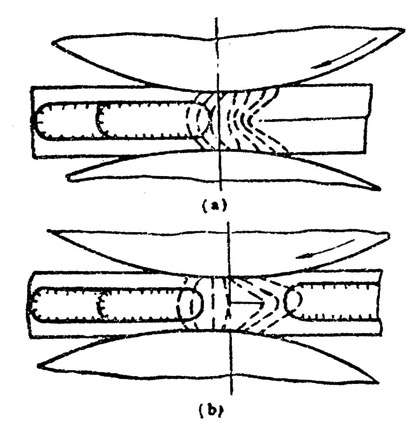
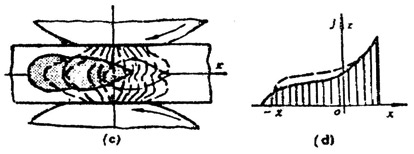
图3-8 缝焊电流场与电流密度分布
(a)缝焊钢时;(b)有预点焊时;(c)缝焊铝时;(d)贴合面处电流密度分布
金属材料的热物理性质和规范特征对缝焊电流场形态有影响:由于钢的导电、导热性差,邻近焊接区的已焊点冷却缓慢而温度高、电阻率大,分流仅从己焊点边缘流过。因此缝焊钢时,由于分流小、焊接规范软,其电流场形态(a)分图,缝焊铝合金时情况相反,分流不止流过一个已焊点,因而焊接电流很大且规范硬,边缘效应显著,使其电流场形态如(c)分图,当缝焊即将遇到预焊点时,由于分流突然增大和贴合面集中加热效果减弱,破坏了正常的电流场特征并使熔核尺寸减小(b分图)。
图3-9是缝焊的温度分布曲线.图中δ表示板厚,r为搭接缝平面方向、Z为通过熔核中心,垂直于搭接平面的方向、T表示二个方向的点、缝焊时温度分布。
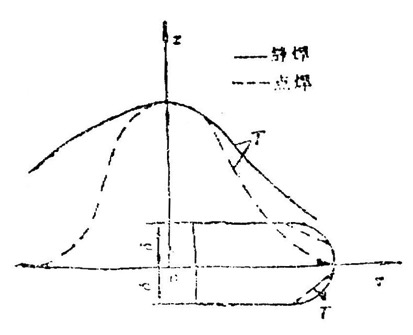
图3-9 缝焊时的温度分布曲线
由于缝焊时,己焊部分对焊接区既有分流作用,又有预热作用,但二者对焊接区的加热过程具有相反作用,使缝焊温度场比点焊复杂得多。而且缝焊速度提高时,会使电极轮与焊件表面间的接触电阻增大、析热作用增强,同时,电极轮对焊接区的散热作用减弱,这些因素促使温度场畸变,造成缝焊时易出现电极轮的表面粘损和焊缝表面质量变坏。
从上图可见,缝焊温度分布比点焊平缓,焊接方向(r指向)的金属因预热作用温度比点焊时高;而己焊部分金属因分流电流的缓冷作用,温度比前沿更高,形成前低后高的不对称温度分布形态。随着焊速提高,该温度分布曲线将向前沿降低、后沿升高的方向变化,从而可能出现焊件表面过热、过烧现象。
(5) 凸焊过程简介
凸焊是点焊的一种特殊方式,它是利用零件原有型面,倒角、底面或预制的凸点焊到另一块面积较大的零件上。由于是凸点接触,提高了单位面积上的压力与电流,有利于板件表面氧化膜的破裂与热量集中,减小分电流,可用于厚度比超过1:6的零件焊接。另外,因分流小,可采用多点凸焊,提高了生产率,并降低接头的变形。
凸焊接头形成可分为预压、凸点压溃与成核三个阶段。经过预压的凸点高度约有60%被压塌,下板面也形成不深的压坑(图3-10),接着通电后,电流集中流过凸点接触面,加强集中,并在很短时间内凸点所余高度全部压溃,两板基本贴合,即为第二阶段。自凸点压溃,两板贴合开始,形成较大的加热区,由个别接触点的熔化逐步扩大,形成足够尺寸的熔化核心和塑性区,于是清除了板件表面的压坑痕迹,完成凸焊的第三阶段。
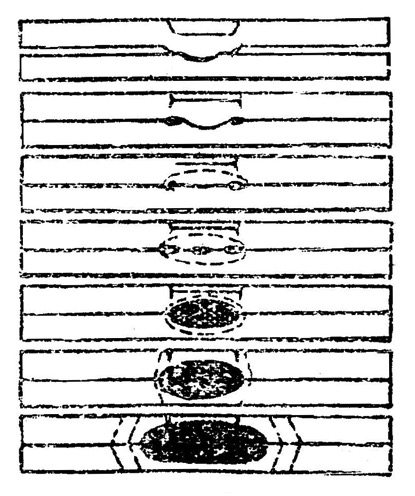
图3-10 凸焊接头的形成
凸焊时,若电极不随凸点的压溃而下降,则由于电极压力的不足而产生喷溅,还会引起凸点移位、影响接头强度,所以要求焊机电极的随动性好,电极压力过小,将使通电前凸点预变形量太小,凸点贴合面电流密度显著增大造成严重喷溅、甚至烧穿,而电极压力过大将使通电前凸点预变形量太大,失去凸焊意义。所以凸焊的规范参数选择与点焊相比要求更高。

