制桶工艺学
第三章 焊接
第一节 电阻焊接的工作原理
二、焊接的工作过程
1.电阻焊接的自律作用
电阻焊接能够成为一种可行的焊接方法与其工作过程中的自律(自调整)作用有关。
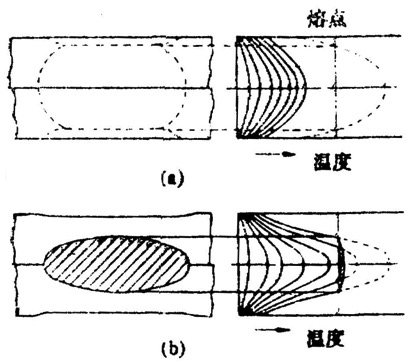
图3-11 焊接区的温度变化
(a)不考虑电阻温度系数;(b)考虑电阻温度系数
从图3-11可见电阻温度系数对熔核温度分布规律的影响。由于金属材料如软钢的电阻温度系数的关系,当接近熔融点时的电阻率变化可达常温时的七倍,即熔核中心部分电阻很高,同一电流值下发热作用更有效,容易达到熔点以上,形成如b分图中以剖面线表示的正常熔核。但是正常熔核是在适当的焊接压力作用下才能形成。图3-12表示压力作用下接头电流分布情况。如果电流由于某些原因变小,电流通路及加热范围变窄(a分图);而电流变大时,由于板材加热软化范围扩大,随着电极的加压作用,电流成为宽通路分布,而电流密度并不增加很多(c分图)。
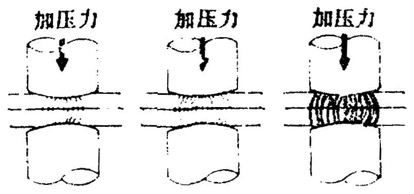
图3-12 板材中电极压力作用下的电流分布
所以实际焊接区的电阻发热量Q并不与I2Rt成比例,而可表示为
Q=eIt
式中电压e可以认为大致一定,随着材质及焊接条件差异有些不同,而且与电流也并非毫无关系,但仅在0.5~1.5V范围内变化。
如此,电流增大时,电流通路在压力作用下也增大而保持一定的电流密度,也就保持了正常熔核所需的一定温度。这就是电阻焊接的自律作用。由于这种自调整性质的作用,使电阻焊接容易被控制,这是电阻焊接的另一个重要原理。自律作用的根源在于所加压力。
2. 熔核形成过程
以点焊接头为例,其形成一般可分为预压、通电加热和冷却结晶三个阶段,各阶段均有特殊问题。这里主要讨论第二阶段中的熔核形成过程。
液态熔核形成是个连续动态过程,图3-13为取其四个有明显区别的片断说明之。
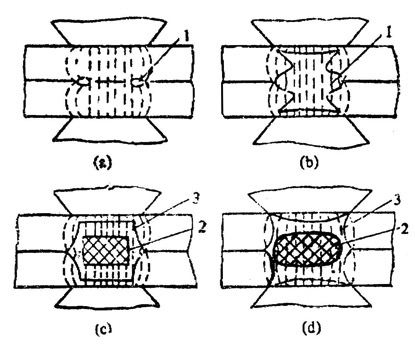
图3-13 熔核形成过程简图
1-加热区;2-熔化区;3-塑性环
当焊接区刚开始通电时,由于边缘效应强烈,使贴面边缘温度首先升高(a分图)。通电一段时间后将发生:①原温度升高的部位由于金属电阻增大而温度继续上升,这里的金属在电极压力下被挤向板缝;②焊接区各处由于加热不均匀产生绕现象而使电流场形态发生改变;③靠近电极的焊接区金属受到电极的强烈冷却,温度升高较小。这样,在焊件内部将形成回转双曲线面形的加热区和使贴合面上的一些接触点发展熔化(b分图)。继续通电加热,焊接区中心部位因散热困难温度继续上升,而与电极接触的区域,由于金属软化,接触面积增加而被进一步冷却。熔化区扩展,液态熔核呈圆柱形(c分图)。延长通电加热时间,由于热传导的结果,焊接温度场进入准稳态,最始将得纵截面为椭圆形的熔核(d分图)。熔核外有伴生的固态金属塑性环包围着。
3. 焊接区的膨胀和电极运动
众所周知,金属物体有热胀冷缩的物理效应。如电阻焊金属接头通电加热的同时,温度上升、体积膨胀。因膨胀而增大的线尺寸和体积可以计算出来,说明有规律性。在点焊和缝焊的条件下,热膨胀效应可以起积极作用(如自律作用)。
由于焊接区不均匀的温度场,中心温度高、四周温度低,使金属比较容易往电极中心线线方向膨胀。
一旦金属熔化,物体体积会突然增大。这种体积膨胀如不受约束,会造成通电途中电流密度降低、温度急剧降低到不可接受的程度。好在这种膨胀受到是加太过电极的限制。所以电极在一定程度上同时参与了焊接区的膨胀运动(随动运动),而且有压力波动。
关于电极压力有一种认为:在电阻焊接加温中,电极因被焊材料软化不移,若焊机加压机构的随动性不好,电极压力就会降低。但实际上是:焊接接头要膨胀,由于加压机构(如气缸)可动部分的密封装置摩擦阻力阻碍其膨胀,因此反而出现电极压力增大的现象,一般摩擦阻力愈大,电极因接头膨胀的随动位移量愈小,而电极压力增大愈多,反之亦然。当然,电极的随动位移量应扣除由于焊接区金属塑性变形(即被电极压下的凹陷深度)。
通常,从金属出现熔化开始,体积变化最强烈,故呈现由明显的位移,所以电极随动位移量的最大值同熔核尺寸有关。在给定的板件厚度δ下,当熔核直径和熔深达到理想尺寸时,相应的电极随动位移量等于7~10%。这种对应关系被用于监控和自动调焊核的尺寸(但不适用于凸焊)。

