制桶工艺学
第三章 焊接
第一节 电阻焊接的工作原理
2. 焊接区的电阻
已知导体电阻生成的热量与焊接电流的平方成正比,也与电阻和时间成正比。而完成一定焊点或焊缝所需的电流大体与时间的平方根成反比。因此,如果时间极短,则所需电流会很大。过短时间和过大电流组合,可能会在焊接区产生不合要求的温度分布。导致焊件表面剧烈熔化及电极迅速损耗。所以要对焊接电流进行控制。电阻焊机的变压器次级回路和被焊工件构成了一系列的电阻,电阻的算术总和影晌着焊接电流的大小。不论回路中任何部位的瞬时电阻值如何,在回路中各个部分的电流大小总是相同,但任何部位产生的热量则与该处的电阻值成正比。在点、缝焊或凸焊肘,焊接区的总电阻由三大部分组成(图3-3)。
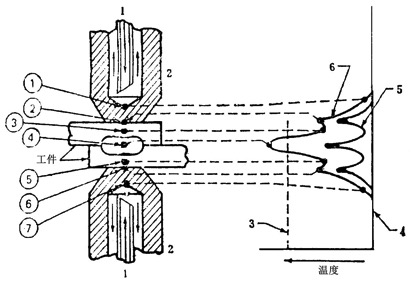
图3-3 焊接区电阻及温度分布
1-冷却水;2-电极;3-焊接温度;4-初始温度;
5-在20%焊接时间的温度分布;6-焊接时间结束时的温度分布
R = 2Rw +Rc + 2Rcw
式中 Rw——焊件的内部电阻③、⑤;
Rc——焊件间的接触电阻④;
Rcw——电极与板件间的接触电阻③、⑥。
图中①、⑦为电极材料的电阻。这7个电阻部位都要产生热量,其大小与该处的电阻成正比,如同时考虑散热,则形成了如图示的温度分布。
在所有上述电阻中,只有焊件接触界面需要焊接热量,其它部位生成的热量应尽量减少。由于最大电阻位于④处,热量在该部位生成最快、最多。其次是②和⑥处,由于加热与散热几乎同时进行,这两处生成的热量迅速地散失到毗邻的水冷电极①和⑦中。被称作熔核的④处生成的热量以慢得多的速度散失到焊件中去,所以在焊接电流继续流动时,在④处中心的温度上升速度要比③与⑥处快得多。图中垂直虚线3表示熔核开始形成的温皮;在20%的焊接时间内,温度梯度分布约如图中第5指标所指,焊接结束时的温度梯度分布如图中第6指标所指;回路中各部分的电阻热形成的温度梯度决定了热量是流向焊件接触界面还是从焊件接触界面流出,而热量的流向又加速或延缓适量的局部焊接热量的产生。
关于各部分的电阻以点焊为例分述如下:
①接触电阻Rc+2Rcw
接触电阻是一种附加电阻,通常指的是在点焊电极压力下所测定的接触面(焊件之间的接触面、焊件与电极接触面)处的电阻值。
一个经过任何方法加工,甚至经研磨、抛光的焊件表面都不是绝对光滑的,仍可在显微镜(25~100倍)下观察到凹凸不平的表面,更何况表面有氧化膜、油膜及吸附气体层等这些不良导体膜存在,所以当两个接触面互相紧压时不可能沿整个平面接触,而总是从部分点接触开始。如果接着通以电流,则电流只能从这些实际接触点通过(不良导体膜的触点,电流不易通过)。这时接触点附近及不良导体膜部位的电流线发生弯曲变长,并向接触点密集而实际导电截面积显著减小。这种电流的密集、变长形成了附加电阻即接触电阻(图3-4)。
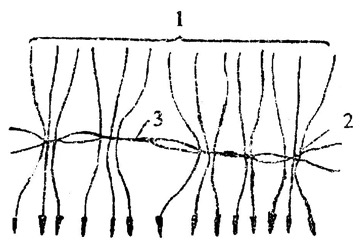
图3-4 接触电阻的形成
1-电流线;2-实际接触点;3-不良导体膜
影响接触电阻的主要因素有材料性质、电极压力、表面状况及加热温度。
电极压力的增大会使焊件和电极金属的弹性与塑性变形增加,这样接触表面凸出点会被压溃,不良导体膜也被部分破坏,使接触点的数量和面织随之增加,因而接触电阻减小。当压力接着减小时,已塑性变形的接触点数量和面积不可能恢复原状,这种“滞后”现象使接触电阻低于原压力值下的数值。
表面状态不同的焊件,某接触电阻的大小与表面加工粗糙度、清理方法及焊前存放时间都有关。未经清理的不良表面,如附有氧化膜及其它污物的焊接表面,在通电初期,通过表面的电流线分布很不均匀,接触电阻突然增大,使加热极不均匀甚至表面烧伤、金属喷溅,焊接质量降低。其实,焊件间的接触电阻在通电头半周内就消失大部分,似乎影响不严重。但是大约在第一周波中,由于过大的接触电阻使母材金属的电阻因过热而大大是高。母材金属这种随温度升高而增大的电阻使以后各通电周波的电流作用更大,如此恶性循环,使电阻焊接的能量难以控制。这种情况,在实际焊接生产中是有可能发生的。可见,焊接表面清理越干净、光洁度越高,接触电阻越小,对焊接越有利。清理后的金属表面在存放过程中将被重新污染,所以有存放时间的限制。
随着焊接温度的逐渐升高,接触点压馈强度逐渐降低从而使接触面急剧增加,接触电阻迅速下降直至消失。钢材温度在600°C时的接触电阻接近于零。
电极与焊件之间的接触电阻Rcw是在不同材料之间发生的。因电极材料一般较硬,可与焊件表面较好接触,所以Rcw远小于Rc,在焊接工艺中可以忽胳不计, 但必须注意:过大的Rcw,如电极表面焊前清理不良、焊件表面过热,会降低电极使用寿命,甚至烧坏电极与焊件接触表面。为尽量减小Rcw,焊件与电极接触表面在焊前必须仔细清理,并使电极有良好的冷却条件,使此处热量迅速扩散,严格限制电极温度在正常范围以内。
②焊件内部电阻2Rw
焊件内部电阻2Rw是焊接区金属材料本身所具有的电阻由该区域的体积要大于电极-焊件接触面为底的圆柱体体积。这是由于点焊时的“边缘效应”造成的。
边缘效应是一种仅与几何因素有关的物理现象(图3-5)。点焊时产生的该现象的基本原因是电极与焊件接触面积远小于焊件的横截面电流线必然向焊件边缘扩展。而且点焊时焊接区内加热和温度不均匀(由于热传导规律,通常中心温度高,而边缘温度逐渐降低),电阻率也随温度升高而加大,这就引起焊接电流绕过较热部分金属呈现绕流现象,并进一步促使电流场向边缘扩展,如图3-5中(b)、(c)所示。
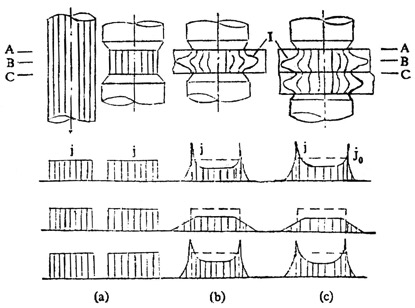
图3-5 电流场及电流密度分布
(a)导线中的电流场及电流密度分布;
(b)单块板中的电流场及电流密度分布;
(c)两块板中的电流场及电流密度分布。
i——电流线;j——电流密度;j0——平均电流密度
边缘效应、绕流现象、金属热物理性质、机械性能、电极压力、焊件厚度等凡是影响电流场分布的因素必然影响内部电阻2Rw,各种变化参数掺杂在一起,具有瞬时、微妙、复杂的相互影响和难以测定控制的特点。但不等于不能加以认识和用合适工艺加以控制,否则电阻焊就不是一种可行的焊接方法了。
③总电阻R
总电阻值主要取决于焊件内部电阻Rw和接触电阻Rc,凡是影响电流分布的因素都直接影响R值。R值的大小影响熔核形成过程和加热特点,也是选用焊机和计算焊接变压器的依据。
由于在焊接加热过程中不同材料的电阻率ρ和电极与焊件接触面直径d0与单个焊件的厚度δ之比值d0/δ变化不同,焊接区动态总电阻r的变化相差很大。电极形状、材料厚度、选用焊接规范等对R值均有影响。如圈3-6所示是制桶常用低碳钢动态电阻曲线。
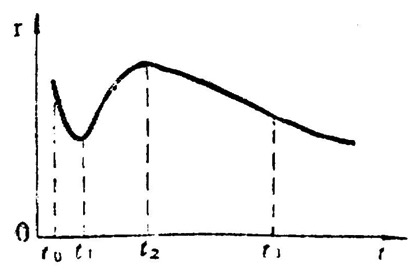
图3-6 低碳钢典型动态电阻曲线
下降段(t0-t1): 由于接触电阻迅速降低及消失使r值陡降。这时焊接区金属未熔化但有明显加热痕迹。
上升段(t1-t2): 随着加热迸行,焊接区温度升高,金属电阻率ρ增加很快,使Rw明显增大,焊接区金属基本处于固态,接触面增加缓馒,曲线上升较快。加热时间接近t2时,焊接区温度已较高,ρ的增大速率减小,而导电面积增加较快,结果r增加速率减慢。在t2时焊接区金属已局部熔化,熔核开始形成。
再次下降段(t2-t3):继续加热使熔化区及塑性环不断扩展,虽然金属由固液相转变时电阻率会突然增加,但由于绕流现象使电极下的导电通路截面增大而电阻率不明显增大,另一方面,由于金属的明显软化使接触面迅速增大,电流场的边缘效应减弱。结果均使焊接区的电阻减小,曲线下降。
平稳段(t3以后):由于电极与焊件接触面尺寸的限制以及塑性金属被挤到两焊件之间,使板缝翘离,限制了熔核和导电面秧增大。同时电流场和温度场已近稳定,熔核和塑性环尺寸也基本不变,动态电阻曲线进入平稳段。

