制桶工艺学
第三章 焊接
第一节 电阻焊接的工作原理
3.1.2 制桶电阻焊接的基本理论
一、电阻焊接的原理
1、电的热效应——电阻发热
由电工原理可知,电流通过导体时,导体将吸热而温度升高,这是导体电阻吸收的电能转换成热能的缘故,这种现象称为电流的热效应。可以通过图3-2的电阻等效图进行定量分析。
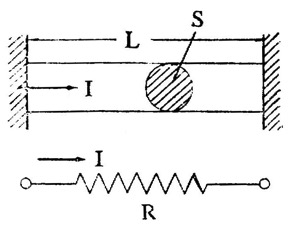
图3-2 电阻等效图
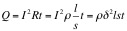
图中导体截面积为S(m2)、长皮l(m)、电阻率ρ(Ω?m)、电流I(A)在单位时间t(s)内通过该导体,由导体电阻R(Ω)生成的热量为Q(J):
钢板焊接时的电阻热可根据焦耳定律计算:
Q=I2Rt (J)
或
 (J)
(J)
式中 δ——电流密度,δ=I/s (A/m2)
R——导体电阻,R=ρ(l/s) (Ω)
如取导体体积V=Sl(m3)代人上式可得:
Q=ρδ2Vt (J)
即当电流通过1立方米体积的导体时,经每秒时间能产生ρδ2焦耳的热量。这意味着导体电阻率越大及电流密度越大,发热量也越大。尤其是后者,试看当同祥电流强度流经不同截面积的同种导体时发热量的变化情况:如导体长度不变,仅断面积变化为原来面积的1/K,当然体积也变为原体积的1/K。这样电流密度必然增大K倍(因为δ=I/S,1/K=KI/S),其发热量变化取决于δ2S值,则增加K2×1/K=K倍(即当导体截面积缩小K倍时,为了维持导体体积不变,则须将该导体长度增长K倍,引起ρ?l值增加K倍,δ2?S值增加K倍,其发热量变化取决于ρl?δ2S值,则增加K2倍。这是电阻焊接能够实际进行的重要原理。电阻焊接就是根据上述原理,优先考虑了利用导电构件的断面积差,尽量提高焊接部分的电流密度,使发热成为有效的同时,尽量降低焊接处以外部分的电流密度。其次,应利用电阻率小的材料(如铜)制造电极也可使无效发热减少。

