制桶工艺学
第三章 焊接
第一节 电阻焊接的工作原理
桶身是钢桶的主要构件,经剪磨后的桶身钢板再经卷圆并将其搭接纵缝焊接,形成缝焊接头,即成桶身雏形。显然,由钢桶本身的用途决定了对缝焊接头的要求;密封、强度和外观。电阻焊一直是钢桶搭接缝的焊接方法。无疑,了解一些电阻焊接工作原理、设备工艺及常见焊接缺陷及改善措施等方面的知识对操作人员而言是必需的。
第一节 电阻焊接的工作原理
3.1.1 概述
一、电阻焊的物理本质
电阻焊是一种加压焊接法,利用紧压在焊件上的电极通以电流,电流使焊件接头的接触面及邻近区域产生电阻热,电阻热和由电极压力提供的塑性变形能量使两个分离表面形成共同的晶粒组织而获得焊点或焊缝。因此,适当的热机械(力)作用是获得电阻焊优质接头的基本条件。
二、电阻焊的分类
根据所使用的焊接电流波形特征、接头形式和工艺恃点,可将电阻焊作如下分类,见图3-1。
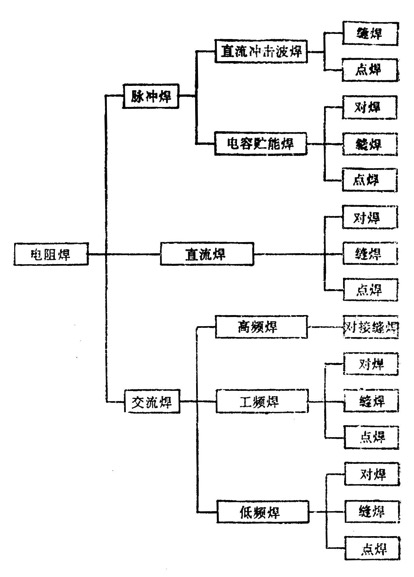
图3-1 电阻焊分类
说明:
(1) 交流焊中所用焊接电流频率:低频为3~10Hz;工频为50(或60)Hz;高频为2.5~450kHz;
(2) 分类表中没将凸焊单独列出是因为它较近似点焊;
(3) 直流焊亦称次级整流焊机;
(4) 带*者为钢桶常用电阻焊机。
三、电阻焊特点
(1) 形成电阻焊接头的最基本条件为焊接电流和电极压力;
(2) 由于电阻焊利用内部热源,热效率高,热量集中,热影响区小,因而焊件变形小,焊件接头质量好,焊缝的气密性易保证。但是由于影响电阻热的因素很多,所以焊件接头的质量稳定是有条件的;
(3) 电阻焊机中焊接回路电阻很小(微欧数量级),而电源变压器次级电压低,所以要求在短时间内生成所需电阻热必须有足够大的电流才行,而且大多采用单相交流电阻焊机焊接,功率因数较低,这就造成馈电网的负荷困难;
(4) 焊件尺寸、形状、厚度、材质受到焊机功率、机臂尺寸、结构形状和性能的限制;
(5) 电阻焊机费用高、维修复杂,不适于少量生产场合。对大量重复生产的场合,电阻焊又被认为是成本较低的方法。
(6) 电阻焊接工艺性好,劳动条件也较好。

