制桶工艺学
第二章 剪磨
第一节 剪磨设备与工艺
2.1.2 剪磨工艺
一、剪磨工艺流程
制桶钢板的两种包装形式——块板和卷板,决定了剪磨生产必须采用两种不同的工艺流程与之对应。这就是块板生产流程和卷板生产流程。
1、块板生产流程
图2-34所示是块板生产流程图,其完整的生产流程是:分张喂料-横向裁剪-纵向双边裁剪-磨边-出料。
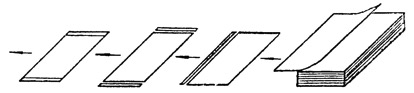
图2-34 块板生产流程图
(1)分张喂料。是将成叠的块板一张一张地分开并送入输送链。分张喂料要注意不能将两张或两张以上的钢板重迭送人,如果发生这种情况,将严重损伤裁剪设备,甚至发生事故。采用冷轧块板时尤其容易产生多张重迭是现象,这是因为冷轧钢极较平整,表面又有防锈油,钢板间几乎无空气存在,外界的大气压使钢极间产生了“吸力”。因此,只需将钢板一角稍稍掀起,放入空气,内外大气压就平衡,“吸力”也随之消失了。为了保护裁剪机,避免重迭钢板进人裁剪刀口,可在输送过程中加上必要的检测手段。一旦有重迭钢板送人,立即发出讯号并自动停机。
(2)横向裁剪。俗称大剪,是将钢板宽度上的多余量裁剪掉以达到工艺尺寸对宽度的要求。横向裁剪要注意定位的准确,每块钢板必须紧靠定位挡块后再进行裁剪。为了做到这一点,可在两定位挡块上安装传感器件,若有一个没有靠上则不能启动裁剪。此外,还要注意定位边的平直性,如果定位边本身不平直而呈弧形,那么必须换另一边作定位边或采周两次裁剪方法以获得合格的钢板。
(3)纵向双边裁剪。俗称小剪,是将钢板长度上的多余量裁剪掉以达到工艺尺寸对长度的要求。纵向双边裁剪要注意与输送链的合拍,并注意定位的准确。输送链将钢板完全送入刀口停止运行时,裁剪机开始工作。裁剪定位不但要注意双边剪去的宽度尽量一致,而且要注意横向定位与刀口的垂直度。
(4)磨边。是在焊接搭接宽度上磨去有害于焊接的材料并达到焊接所需的均匀一致的厚度。磨边要注意磨削面的质量和适当的磨边宽度和厚度。要达到这个目的,除注意定位准确外,主要是必须及时勤快地调整磨边砂轮的垂直进给量。
(5)出料。是将剪磨完毕的钢板送入下一道工序。出料要流畅,注意不要卡死或过多地堆积。
2、卷板生产流程
卷板生产流程如图2-35所示。其完整的生产流程是:开卷-矫平-裁剪-磨边-出料。
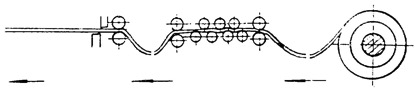
图2-35 卷板生产流程图
(1)开卷。是起支承卷板并转动的作用。开卷要注意其稳定性,在送料滚轴的曳引下作均匀稳定的转动。
(2)轿平。是将卷板用矫正辊矫平整,以利于裁剪。矫平要注意调整矫正辊的相对位置,使矫平后得到平整的板材。此外还要注意送料滚轴的送料速度及曳引力,送料速度要跟上裁剪的节拍,曳引力要为开卷提供足够的开卷动力。因为裁剪机需要暂停剪切,因此矫平出料处应留有一定的余量空间。
卷板生产的其它环节与块板生产基本相同。定制的制桶卷板,其宽度尺寸正好与所需宽度尺寸一致,因比只需定长裁剪即能得到合格的板材。如采用自动缝焊机进行焊接,则又可省去磨边而直接送入下一道工序。

