制桶工艺学
第二章 剪磨
第一节 剪磨设备与工艺
2.1.1 剪磨设备
三、送料机械
剪磨是制桶第一道工序,所用原材料是制桶钢板。目前制桶钢板有两种包装形式:一种是分张的块板,一种是卷成圆柱形的卷板。块板的送料只需分张送入,卷板的送料必须先开卷,后校平才能送入裁剪。
1、块板分张送料装置
块板分张送料装置如图2-27所示,主要由块板输送链、喂料机构和送料滚轮三部分组成。块板输送链负责整叠块板的运输,喂料机构负责将钢板分张提起送进,送料滚轮则负责将送来的钢板卸人送到后续输送链上去。
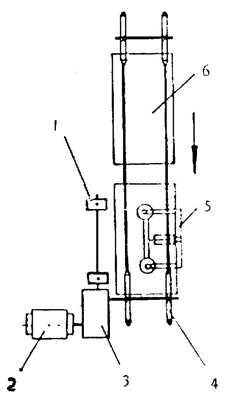
图2-27 块板分张送料装置
1-送料滚轮;2-电动机;3-减速器及离合器;
4-块板输送链;5-喂料机构;6-块板
(1)块板输送链。采用装有托架的板链结构,这主要考虑块板输送重量重而输送精度要求不高两个因素选用的。输送链长度为二倍钢板的长度再加上必要的工作间距,以便在输送链上可放下两叠钢板,一叠供生产用,一叠供备用。输送链单独用一台电动机拖动,由齿轮减速器减速。由于块板质量大,惯性也大,输送链送进速度不宜过快。输送链的运行由手动离合器控制,电动机装有倒顺开关,以便使钢板对准喂料口。
(2)喂料机构。采用吸盘机械手,以气缸作为驱动力。一般完成两个动作;一是将钢板提起,二是将提起的钢板送进送料滚轮。图2-28所示是喂料机构的一种结构示意图。分列左右的两个吸盘气缸负责提起钢板,喂料气缸则完成将钢板送人滚轮的工作。吸盘吸在钢板上是由于大气压强的作用,因此吸盘大小必须满足下式:

式中 n——吸盘的个数;
P——大气压强;
D——吸盘外径;
d——吸盘安装孔直径;
G——钢板重量。
吸盘可以采用4个,甚至8个对称设置。吸盘气缸也可以不采用绞支联接,而采用滑动式,同肘喂料气缸带动它在固定导轨中前后滑动,这又是一种喂料机构的形式。
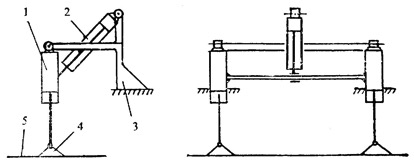
图2-28 喂料机构
(3)送料滚轮。采用对称安装的两对滚轮,每对上下两个滚轮转向相反,靠压紧力在滚轮与钢板间产生摩擦力来达到送料的目的。送料滚轮在制桶生产中应用广泛,在钢板输送过程中很多环节都采用送料滚轮来完成进料、出料等工作。在送料过程中,当钢板刚碰到滚轮时,钢板必须在被滚轮“咬”住的条件下,才能进行送料,这里存在一个咬入间距问题。如图2-29所示,钢板送至咬入口,此时滚轮作用在钢板上的力F可以分解为沿钢板输送方向和垂直方向的两个分力F1、F2。显然,根据力的分解可得:
F1=Fsinα
F2=Fcosα
式中 α——咬入角(见图2-29)。
为了使滚轮咬住钢板并进行输送,必须满足下式:
F2?μ>F1,即 Fcosα?μ>Fsinα,
或 μ>tgα
即 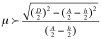
式中 A——滚轮中心距;
h——钢板厚度;
D——滚轮直径;
μ——钢板与滚轮间的摩擦系数。
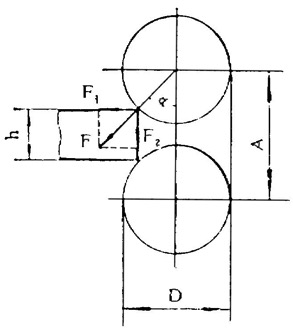
图2-29 送料滚轮的咬入分析
送料滚轮的送料速度,如果钢板与滚轮无相对滑动,那么就等于滚轮的圆周线速度。滚轮的圆周线速度与滚轮的直径和转速有关,因此必须按所需的送料速度来确定滚轮的直径和转速,当然还须留有一定的余量,以便在遇到阻力产生滑动或其它影响下也能跟上输送节拍。
2、开卷机
制桶采用卷板作为原材料时,开卷机是必不可少的设备。制桶生产中应用的开卷机一般在开卷中不主动旋转,即无动力。开卷的动力由其后续的送料滚轮提供。因此在制桶中,开卷机其实只是一个大型的卷料架,主要起支承卷板并使其自由转动的作用。
制桶常用的开卷机有两种:一种是悬臂式开卷机,用于较轻的卷板,另一种是简支式开卷机,可用于较重的卷板。
(1)悬臂式开卷机。如图2-30所示是悬臂式开卷机的结构示意图。它由两大部分组成:卷板输送部分和开卷部分。卷板输送部分由输送小车、输送油缸、对位油缸以及导轨构成,主要完成卷板备料的输送、对位、上料架的工作。开卷部分由悬臂主轴、涨紧机构、托架、涨紧油缸以及传动链与电机构成,主要完成卷板的涨紧、支承及带动旋转的工作。涨紧机构可采用斜面滑块形式,也可以采用滑动撑杆形式。开卷机的电动机及传动链只是在每一卷板开始引出时驱动主轴转动,将卷板引入送料滚轮后即停止驱动,改由送料滚轮提供动力使卷板旋转。这主要是为了保证开卷匀线速度而采用的开卷送料方法,因为如果开卷机用恒定的转速转动,那么随着卷板半径的减小,线速度就变小,会跟不上生产的需要。如果要保证定定的线速度,那么就必须随时改变开卷机的转速,需采用变速电动机才能达到这个目的,不但成本提高,技术也较复杂。因此,制桶卷板开卷采用由送料滚轮拉曳开卷的方法。
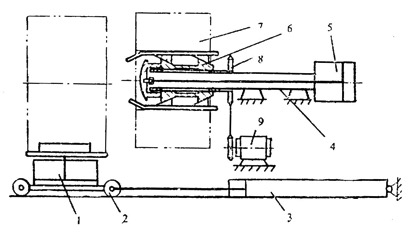
图2-30 悬臂式开卷机
1-对位油缸;2-输送小车;3-输送油缸;4-悬臂主轴;
5-涨紧油缸;6-涨紧机构;7-卷板;8-传动链;9-电动机
(2)简支式开卷机。如图2-31(a)所示是简支式开卷机的结构示意图。它与悬臂式开卷机一样也由两部分组成。不同的是:卷板输送部分不是沿旋转轴线的方向,而是与其垂直,支承卷板不采用悬臂主轴,而是采用两头的简支支承,因而可以承载较重的卷板。两个支承头采用圆台形结构,这是考虑卷板中心孔直径大小不一以及对位方便采用的。圆台的锥度必须适当,如果锥度太小,则不能适应卷板中心孔直径的变化,对位也不方便,如果锥度太大,则会产生较大的侧向推力。如图2-31(b)所示,卷板给支承架的力F可分解成两个分力:一个是垂直向下的F1;另一个就是侧向推力F2。显然:
F1= F•cosα
F2= F•sinα
式中α为圆台锥角的1/2。当锥度增大,α也增大,则F1减小,F 2却增大。如果侧推力增大到超过油缸的承载能力,那么就会破坏平衡至开卷机不能正常工作。因比,根据卷板中心孔直径的变化范围选定支承头锥度后必须计算侧推力的大小,然后选用合适的夹紧油缸,以保证足够的夹紧力。如果侧推力太大,没有合适的夹紧油缸,则可采用锁定装置,采用先夹紧,后锁定的方法来解决。
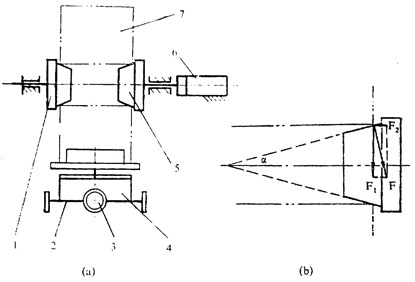
图2-31 简支式开卷机示意图
1-固定支承架;2-输送小车;3-输送油缸;4-对位油缸;
5-滑动支承架;6-夹紧油缸;7-卷板
3、矫平机
卷板开卷后,弯曲的板料须进行矫平后才能裁剪,矫平机就是完成这种工作的专用设备。制桶采用的是板材辊式矫平机,如图2-32所示是一种辊式矫平机的结构示意图。矫正辊的直径和数量根据板材的厚度、宽度和材料的屈服点来确定。一般,辊径越小、辊数越多,板材的矫平精度越好。另外,辊距密可使板材容易通过。制桶所用钢板一般都很薄,材料一般都是低碳钢,屈服强度较低,因而不需采用辊数很多的矫平机。
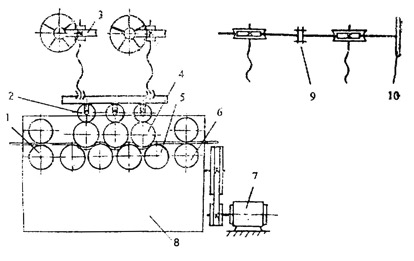
图2-32 辊式矫平机示意图
1-送料滚轴;2-支承辊;3-调节机构;4-上矫正辊;5-下矫正辊;
6-出料滚轴;7-电动机;8-传动机构;9-联轴器;10-调节手柄
矫正辊对所承受的矫正力要有足够的刚性,辊子的轴承必须有足够的承载能力。由于制桶钢板较宽,因此在两列辊式矫平机辊子刚性和辊子的轴承承载能力不足时,可使用矫正辊由支承辊支承的列辊式矫平机。
辊式矫平机的调整方法因机械结构的不同也不尽相同。有上部矫正辊固定,调整下部矫正辊的,也有下部矫正辊固定,调整上部矫正辊的。一般,后一种调整方式要有矫正辊平衡机构,但在机能上两种方式没有差别。此外,有上下矫正辊的相关位置是固定不变而作为整体调整的,还有出口处上下两辊中的一个是可进行单独调整的。前者一定要进行倾斜调整以向出口处逐渐减少矫正辊的加压量。与此相反,后者不一定要作倾斜调整,它可以通过调整出口处的那个能单独压下的最终矫正辊来得到扳材的平面性。
辊式矫平机在进出口处各有一对送料滚轴,在制桶流水线中,它们既是前面开卷机的曳引动力,又要为后续裁剪机供给足够的平整钢板。送料滚轴的送料速度必须与裁剪的钢板长度以及裁剪节拍相适应。送料速度与送料滚轴的直径和转速有关,因此必须选用适当的直径和转速,以保证必需的输送速度。其关系是:
L·N=K·n·R
式中L——裁剪钢板长度(mm);
N——裁剪机每分钟裁剪次数(1/min);
n——送料滚轴转速(s/min);
R——送料滚轴半径(mm);
K——系数,考虑滚轴与钢板相对滑动等因素,一般取K=1.0~1.1。
四、剪磨输送衔接装置
制桶钢板的纵向双边裁剪与磨边都采用带定位楔块的套筒滚子链,都采用输送加横向定位的方法。这对提高定位精度是有利的,因为双边裁剪后,钢板在左右方向上不需再作移动,只要磨边砂轮在裁剪刀口的一直线上,就基本能保证左右定位的准确度。但问题在于裁剪机每次裁剪必须有个个暂停的时刻,而磨边机要求进行连续不停地输送。因此在剪磨输送链之间存在一个衔接的问题。
剪磨输送衔接是通过一个气动摩擦离合器以及一系列传动装置来实现的。其结构示意及衔接配合过程如图2-33所示。磨边输送链在电动机及减速器的驱动下作连续运动,并通过气动摩擦离合器将动力传递给裁剪输送链。当裁剪输送链将钢板送至磨边口时(如图2-33的状态)离合器脱开,裁剪输送链停止运行,裁剪机工作,进行双边裁剪。同时,磨边输送链仍连续运行,事先设计好的定位楔块正好在此时到位靠上并带走暂停运行的钢板。此时,裁剪完毕,离合器接合,裁剪输送链又开始运行,送入又一块钢板。
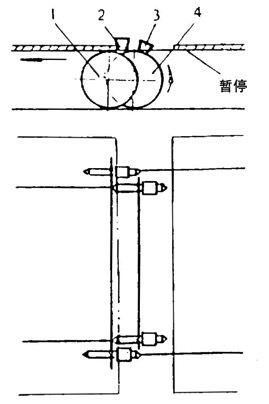
图2-33 剪磨输送衔接装置
1-裁剪输送链;2-裁剪定位楔块;3-磨边定位楔块;
4-磨边输送链;5-钢板;6-电动机;7-离合器
气动摩擦离合器由一气阀控制,气阀的动作又由一个安装在磨边输送链中的凸轮控制,剪磨一张钢板,该凸轮正好转一周。按设计要求,在某一时刻控制离合器脱开。由于裁剪输送链有暂停时间,因此,它必须比磨边输送链运行得稍快一些以跟上节拍。这由传动系统来完成这种配合。

